



我们精心制作的不锈钢内衬碳素复合管公司地址产品视频已经准备就绪,【解锁新品!】不锈钢内衬碳素复合管公司地址产品视频,带你穿越新品体验之旅!
以下是:不锈钢内衬碳素复合管公司地址的图文介绍
为了使客户放心使用本公司的产品,本公司作出以下售后承诺:
“三服”工作
1.售前服务:为客户购买产品提供产品的咨询(包括产品的技术性能及价格)
2.售中服务:确保产品的质量,做好按时交货工作。
3.售后服务:提供产品的安装与调试服务,公司在全国各地都有售后服务人员.专业的技术及完善的售后,确保用户购买放心,使用安心。



拥有全自动外覆及内衬不锈钢管生产线六条、不锈钢焊管生产线三条、自动激光切割机两台,同时套先进检测设备,主要产品包括精密薄壁不锈钢管、外覆不锈钢复合管、内衬不锈钢复合管、焊管、其它特殊防腐管材,年产各系列管道达到9000吨,是不锈钢复合管生产大企业。
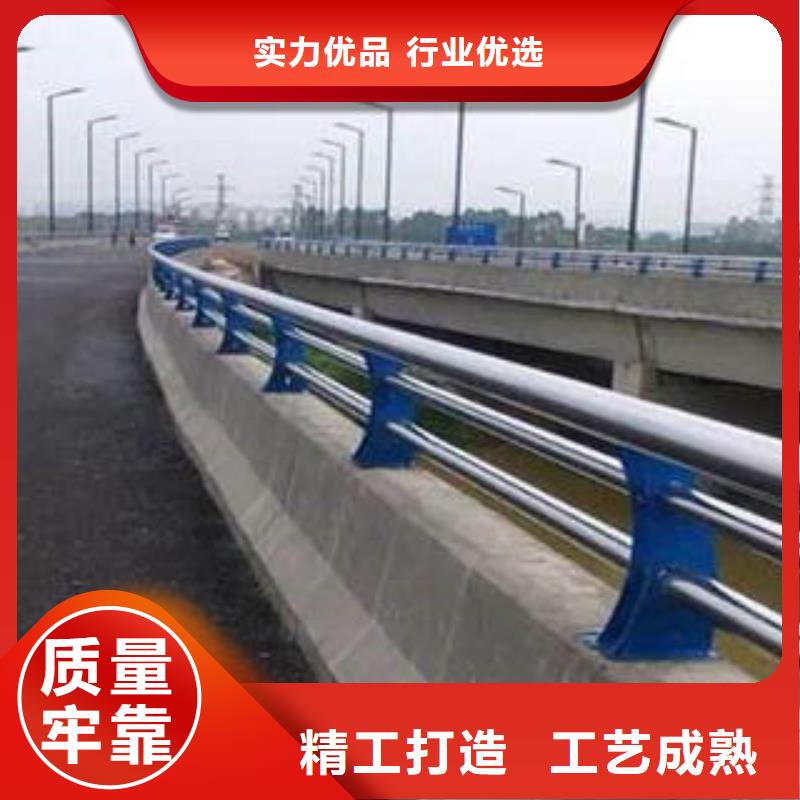
它要求公路桥梁防撞护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。公路桥梁防撞护栏的警示功能:桥梁通过安装公路桥梁防撞护栏使公路桥梁防撞护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。
符合 节能及普及的原则。201不锈钢复合管护栏于2002年 标准GB/T18704-2002正式颁布,201不锈钢复合管护栏由技术含量高,设备精密,工艺先进产品质量,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。
它要求公路桥梁防撞护栏有一定的高度,一定的密度(指竖栏),还要有一定的强度。公路桥梁防撞护栏的警示功能:桥梁通过安装公路桥梁防撞护栏使公路桥梁防撞护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到交通事故的发生。
符合 节能及普及的原则。201不锈钢复合管护栏于2002年 标准GB/T18704-2002正式颁布,201不锈钢复合管护栏由技术含量高,设备精密,工艺先进产品质量,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。



具有一定的视线诱导作用,能与道路线形相协调,外形美观。其中波形粱护栏是近期应用广泛的。以上是关于道路护栏如何设置可以确保交通的的全部内容,如果还有什么不懂得地方可以直接与我们的沟通,我们竭诚为您服务。
弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合7的规定。钢板立柱压扁试验:DN50mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10)mm。在温度为(20±5)℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。
产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。结构桥梁防撞护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。
弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合7的规定。钢板立柱压扁试验:DN50mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10)mm。在温度为(20±5)℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。
产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。结构桥梁防撞护栏形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。


在合作模式上,对于新建项目优先采用建设-运营-移交(BOT)、建设-拥有-运营-移交(BOOT)、设计-建设--运营-移交(DBFOT)、建设-拥有-运营(BOO)等方式,对于存量项目优先采用改建-运营-移交(ROT)方式。同时,各地区可根据当地实际情况大胆创新,灵活运用多种方式,切实项目运作效率。
焊前应采用机械方法及,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。
焊前应采用机械方法及,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。



