


我们为您呈现了304不锈钢复合管护栏立柱栏杆-质量保证产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:304不锈钢复合管护栏立柱栏杆-质量保证的图文介绍


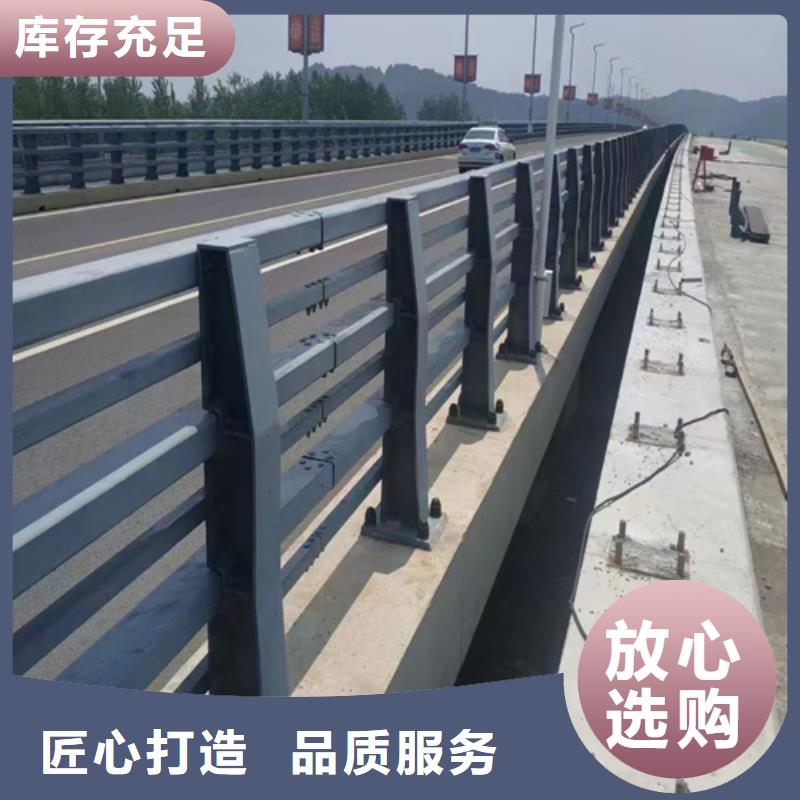
不锈钢复合管护栏在我们生活中起到了链接两地的枢纽和美化环境、保护行人的的作用,所以护栏的质量要有所保证。像我们生活和生产中用到的许多东西都是有尺寸要求的,像一些机械设备中很多位置的尺寸要求非常高,甚至还会有比较准确的公差出现。像我们使用的护栏也是有一定的尺寸要求的,它在尺寸上面要求虽然没有机械行业要求的严,但是还是需要在生产过程中注意。在对护栏进行制作的时候需要重视,要按照相关工艺流程进行加工。而且不管是你选择的是哪一款护栏产品,他们都是有专业的模具来加工制作的。下料采用了流水作业来保证尺寸,在焊接和加工中安装等环节是采用了模具来保证。



宏达友源金属制品有限公司主营产品: 山西太原不锈钢景观护栏杆、304不锈钢复合管桥梁护栏、不锈钢碳素钢复合管护栏、不锈钢复合管等。我公司以合理的价格、周到的售后服务赢得了市场的信誉。我公司始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提高公司效益,降低成本。我们的销售和设计人员会仔细聆听您的要求和需要,根据您的要求和需要进行设计和制造,帮助您获得满意的产品。诚挚欢迎新老朋友前来参观考察指导合作,发挥各自优势,携手共进,再创辉煌!


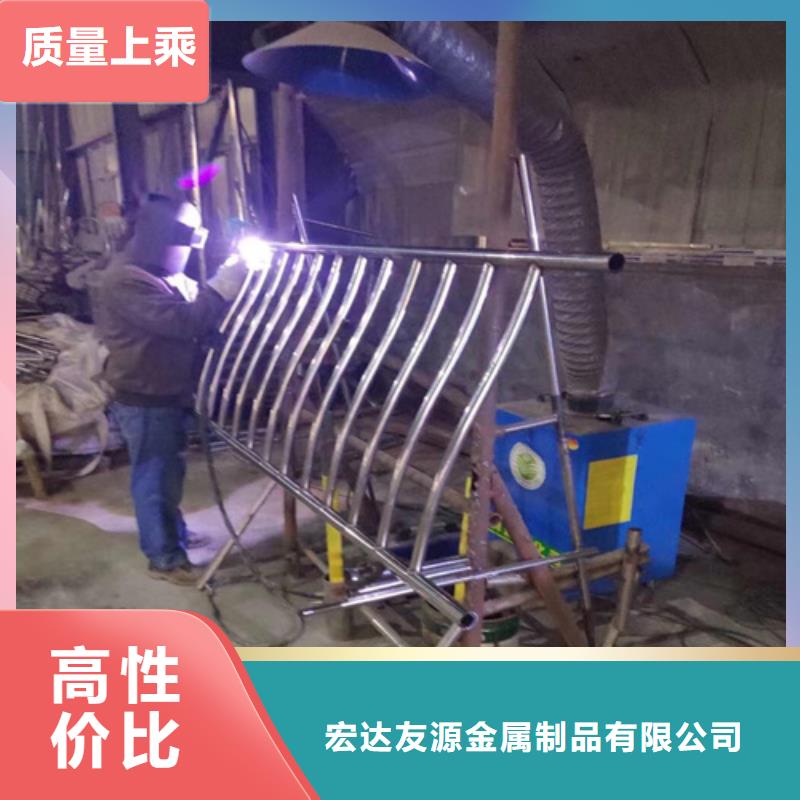
不锈钢复合管护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。



