





金诚海润金属材料有限公司主营产品 黑龙江佳木斯景区栈道不锈钢复合管护栏。公司坚持以“为客户提供超值的专业服务”为宗旨,以“创新、拼搏、务实、奉献”的企业精神赢得了广大客户的信赖,公司具有专业的销售队伍和技术队伍,可针对用户的不同要求,提供满意的产品,设计z u i佳的空气处理解决方案。我们坚实的脚步保证您长远的服务需要,我们务实、注重技术研究的经营保证您系统的高可靠性、高可用性及经济性。我们重视每一个电话和每一个客户的合作和服务,专人跟进!我们的每一天进步有赖大家的支持!金诚海润金属材料有限公司的经营理念:以人为本、技术创新、质量稳定、客户至上!



不锈钢栏杆和不锈钢复合管的区别
不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。
不锈钢栏杆:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,价格昂贵。
不锈钢复合钢管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。桥梁护栏
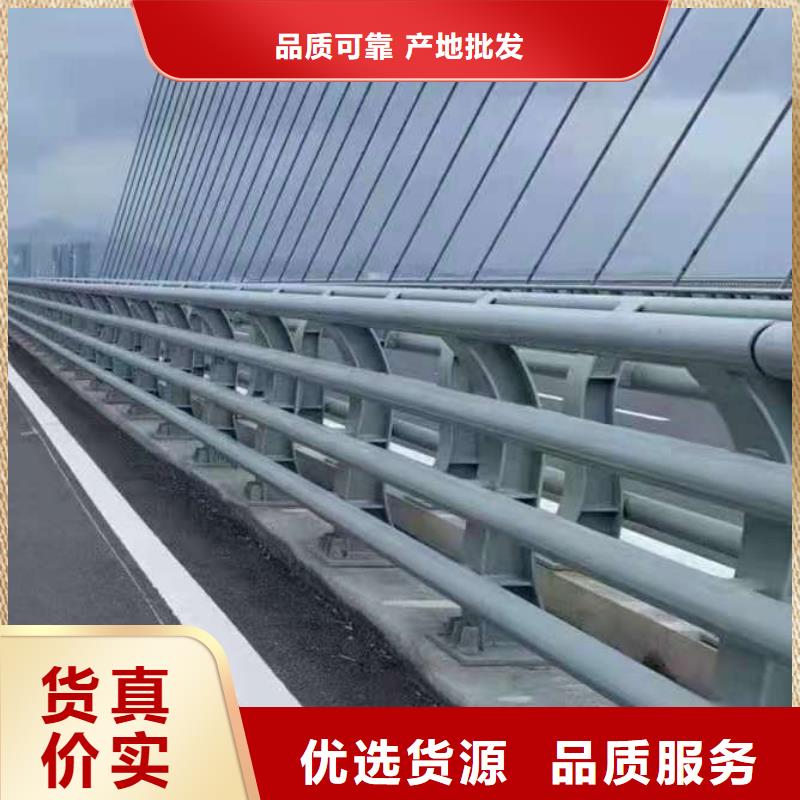
桥梁栏杆的使用材质的优势
桥梁栏杆耐寒湿特性好,颜色艳丽,抗压强度高,使用期限长,维护保养低成本,喷漆后可多次重复使用。干式冲板的生产工艺是通过干式冲机,有利于大家的制造工作。这个时候,大家可以用温开水洗。当然,道路护栏的防护能力越强,那么每个人都必须保证道路护栏的结构有足够的冲击抗压强度,才能被汽车破坏。这应当尽量减少。不锈钢板材表层处理方法有什么?不锈钢板是一种用数控机床连续冷冲压生产的网状结构产品。不锈钢表面经过生产加工后,可根据表面处理方法改变美观程度和美观程度,不锈钢装饰设计行业一般规定不锈钢表面处理。围栏的原料详细介绍可以看到:哪些原料的围栏好,围栏的种类很多。机械设备的工作压力,如冲压机械:员工老师傅对设备的实际操作不太熟练,使用力不均匀的可能性很高。木板能够整平。这样,无论发生什么紧急事件,即使是弱危害也可以随意解决。



(一)施工工艺次序不当,造成完成面污染。
(二)施工细部处理不当,造成景观效果不好。
(三)护栏固定不牢固,留下隐患。
(四)铁护栏喷漆往往造成石柱墩污染,景观护栏施工前应做好防护措施。
桥梁护栏支架是封闭沿线两侧,也是人和其他车辆闯入公路的设施,可以减少破坏性的阻力,让失控车辆改变方向,恢复原有的行驶方向,防止跌落桥下的作用,桥梁护栏防撞可分为刚性护栏和柔性护栏,防撞护栏也是高速公路的必备设施,对高速的和舒适度以及工程造价都是具有影响的。桥梁护栏标准形式的选择,首先应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。


道路隔离护栏静电喷涂工艺原理如下:
静电喷涂工艺原理:静电喷涂设备(静电喷雾干燥器),粉末涂料喷射到工件上的外部上,均匀地吸附在工件外静电粉末的作用下,构成粉末涂料;像高温烘烤流平固化后涂层粉末,涂层终将成为不同的效果(不同种粉末涂料的效果)。板式橡胶支座由多层天然橡胶与薄钢板镶嵌、粘合、硫化而成的一种桥梁支座产品。该种类型的橡胶支座有足够的竖向刚度以承受垂直荷载,且能将上部构造的压力可靠地传递给墩台;有良好的弹性以适应梁端的转动;有较大的剪切变形以满足上部构造的水平位移。桥梁护栏设置于桥梁上的护栏。其目的是为了防止失控车辆越出桥外,具有使车辆不能突破、下穿、翻越桥梁以及美化桥梁建筑的功能。橡胶止水带以天然橡胶与各种合成橡胶为主要原料,掺加各种助剂及填充料,经塑炼、混炼、压制成型,其品种规格较多,有桥型、山型、P型、U型、Z型、乙型、T型、H型、E型、Q型等.根据使用情况又可分类为埋式橡胶止水带和背贴式橡胶止水带。
二、静电喷塑工艺流程:
1、前处理
①意图:除掉工件外表的油污、尘埃、锈迹,并在工件外表生成一层抗腐蚀且能够添加喷涂涂层附着力的“磷化层”。
②一般来说,前处理有浸泡式和喷淋式两种,浸泡式需求多个浸泡槽;喷淋则需求在喷涂线上设置一段喷淋线。而我公司外协加工厂前处理所选用的为浸泡式,与此一起咱们才干看到这么多槽(这种槽一般都是用混凝土做的)。
③首要工艺过程:除油、除锈、磷化。工件经前处理后不光外表没有油、锈、尘,并且本来银白色有光泽的外表上生成一层均匀而粗糙的不容易生锈的灰色磷化膜,既能防锈又能添加喷塑层的附着力。 具体操作为:首要,在含有除油液的除油槽里除掉作业外表的油污、尘埃、锈迹;其次,在含有草酸的槽里浸泡;终,在清洗槽里连续清洗四次后,放出来。
"在除油、浸泡、清洗的过程中,应符合一级起重机的要求,然后在凹槽中,然后在凹槽中,从凹槽中取出,然后放入另一个凹槽中。"的目的是确保浸泡在 一个罐中的水被完全释放,然后在下一个罐中浸泡。
2、批灰、磨光、外表打磨,对工件外表有瑕疵的,人工对工件进行磨光、外表打磨;对工件有裂缝的(这种状况在工件的焊接点为杰出),并涂上腻子灰。
3、批灰、磨光、外表打磨后,把工件放在温度为180度的烘道里烘干,烘烤时刻一般为30-40分钟。
4、工件烘干后,对工件外表进行处理,除掉留传杂留后放置流水线。
5、静电喷涂 把工件放置流水线后,经过人工喷粉,对工件的外表均匀地喷上一层粉末涂料。(落下的涂料经过收回体系的收回,能够再用)
6、高温固化



