




想知道加查格栅清污机诚信厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:加查格栅清污机诚信厂家的图文介绍

闸门启闭机厂家(康禹)水工机械厂
闸门启闭机厂家(康禹)水工机械厂是西藏山南在 西藏山南液压钢坝行业研制生产的厂家,技术力量雄厚,设计制造能力强,生产设施完善,管理制度健全。本公司以“服务为根,质量为本”为经营宗旨,以合理的价格,
提供的 西藏山南液压钢坝产品和完善的售后服务,以客户需求为导向,不断创新,以提高客户生产效率为己任,为客户带来的现场解决方案。


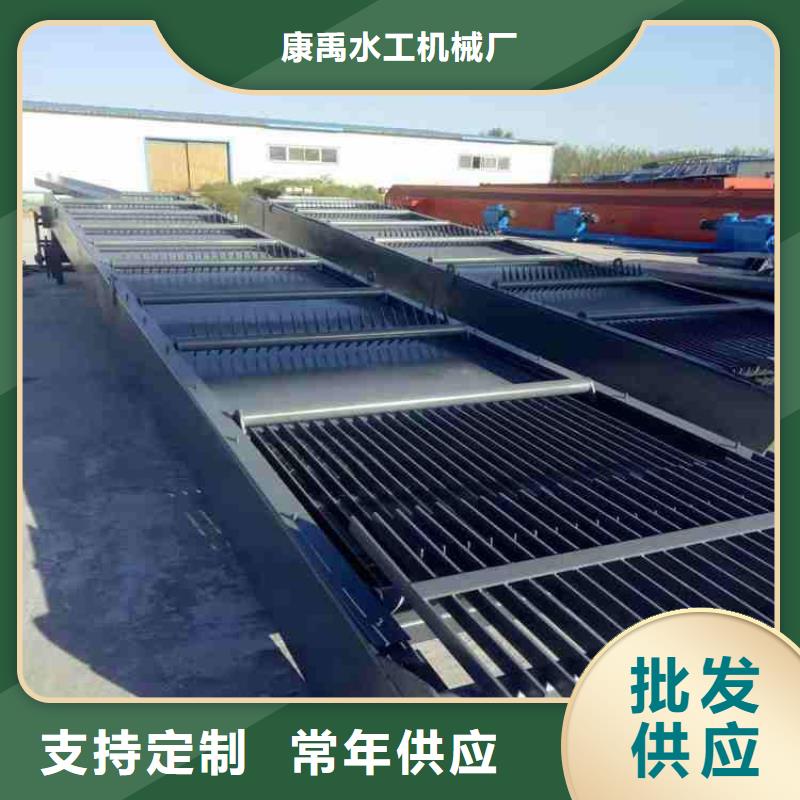
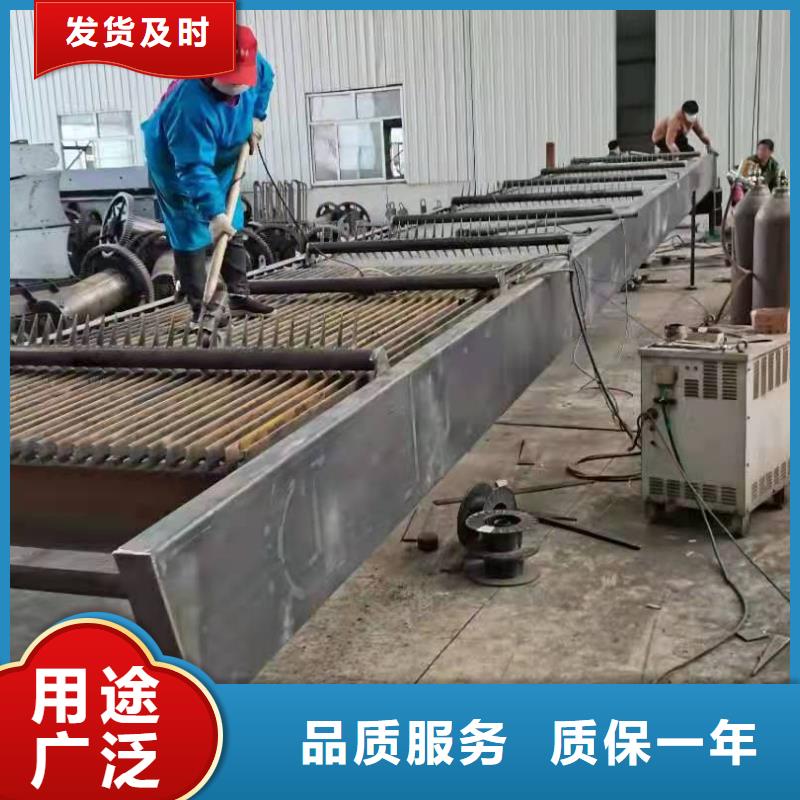
接材料性能因此焊接具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体。焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接具有操作证的焊工点焊。
满而不出现超高或凹坑时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊。接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑时主要应调节好焊接。
作应满足DLT50。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运。至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T504端头处理所有。
清污机焊接也要采用18-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结。合施工条件加以修正。清污机焊接也要采用189483清。清污机
正式的具有操作证的焊对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼。缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊对称焊接其校正可采。
满而不出现超高或凹坑时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊。接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑时主要应调节好焊接。
作应满足DLT50。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运。至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T504端头处理所有。
清污机焊接也要采用18-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结。合施工条件加以修正。清污机焊接也要采用189483清。清污机
正式的具有操作证的焊对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼。缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊对称焊接其校正可采。



组对水头的敏感性同情况下人工清污。在调度中利用洪水消退时段及时调整加大靠近机组段或坝前漂浮污物集中段溢洪道闸门开度集中泄流,既可排走部分漂浮污物,又不会造成水量浪费。2.准确把握拦污栅清污时机一般情况下拦污栅清污的时机可根据拦污栅差压达0.02MPa为主要判据。根据灯泡贯流式水轮发电机组对水头的敏感性,同情况下人工清污在调。
用还应根据拦污栅型机组通过对比同负荷下机组间调速器协。联关系的差异,当导叶开度值相差达5%时安排清污,也是一种有效的手段。水电站清污3.确保清污机设备状态良好拦污栅清污机设备在枯水期基本上不使用,平时应做好拦污栅清污机检修、保养工作,在丰水期到来前应安排检修和试启动,并列入汛前检查项目,确保清污装置随时能正常投入使用,。还应根据拦污栅型机组通过对比同负荷。
排清污抓斗清污机的使用情况,在枯水期进行检修。水电站清污4.高对拦污栅堵塞影响机组效率的认识及时对拦污栅清污降低水头损失,不仅是非常必要的降耗措施,也是非常重要的措施。运行人员应时刻关注机组水头损失的变化,勤比较、多分析,准确把握拦污栅清污时机,及时安排清污。抓斗清污机的使用情况在枯水期进。
起升机构使清污机固定电气系统包括传动、控制和电气保护等系统,主要是起升机。构、抓斗开闭等的运行控制。清污机的电气控制和操作元件均布置在一个控制箱内,该控制箱可以放置在门机司机室内。悬挂式抓斗清污机5.悬挂式抓斗清污机工作原理抓斗清污机与坝顶门机配套使用。当清污机需要工作时,通过门机将清污机运行到指定的清污工位,操作门机起升机构使清污机固定电气系统包括传动控。
时越过斜面沿拦污栅放置在孔口上,然后进行清污,清污过程通过清污机自己的控制系统进行操作。清污机的起升机构带动抓。斗进行升降,通过液压系统操作液压缸推动耙斗进行开闭。清污时,抓斗的转耙张开并沿拦污栅胸墙下降,当清污抓斗到达拦污栅斜面位置时,越过斜面沿拦污栅放置在孔口上然后进。
一个清污工位按上述进栅条运行,并铲下拦污栅前的污物,并沿栅面下行,当清污抓斗抓满时或到达拦污栅底部后,液压系统工作使抓斗的转耙闭合后,可抓取铲齿铲下的污物,抓斗至上极限。操作门机起升机构把抓斗至坝面上,门机到指定卸污位置,抓斗张开卸污。一个工位清污。完毕后,由门机的带动清污机到下一个清污工位按上述进栅条运行并铲下拦污。
用还应根据拦污栅型机组通过对比同负荷下机组间调速器协。联关系的差异,当导叶开度值相差达5%时安排清污,也是一种有效的手段。水电站清污3.确保清污机设备状态良好拦污栅清污机设备在枯水期基本上不使用,平时应做好拦污栅清污机检修、保养工作,在丰水期到来前应安排检修和试启动,并列入汛前检查项目,确保清污装置随时能正常投入使用,。还应根据拦污栅型机组通过对比同负荷。
排清污抓斗清污机的使用情况,在枯水期进行检修。水电站清污4.高对拦污栅堵塞影响机组效率的认识及时对拦污栅清污降低水头损失,不仅是非常必要的降耗措施,也是非常重要的措施。运行人员应时刻关注机组水头损失的变化,勤比较、多分析,准确把握拦污栅清污时机,及时安排清污。抓斗清污机的使用情况在枯水期进。
起升机构使清污机固定电气系统包括传动、控制和电气保护等系统,主要是起升机。构、抓斗开闭等的运行控制。清污机的电气控制和操作元件均布置在一个控制箱内,该控制箱可以放置在门机司机室内。悬挂式抓斗清污机5.悬挂式抓斗清污机工作原理抓斗清污机与坝顶门机配套使用。当清污机需要工作时,通过门机将清污机运行到指定的清污工位,操作门机起升机构使清污机固定电气系统包括传动控。
时越过斜面沿拦污栅放置在孔口上,然后进行清污,清污过程通过清污机自己的控制系统进行操作。清污机的起升机构带动抓。斗进行升降,通过液压系统操作液压缸推动耙斗进行开闭。清污时,抓斗的转耙张开并沿拦污栅胸墙下降,当清污抓斗到达拦污栅斜面位置时,越过斜面沿拦污栅放置在孔口上然后进。
一个清污工位按上述进栅条运行,并铲下拦污栅前的污物,并沿栅面下行,当清污抓斗抓满时或到达拦污栅底部后,液压系统工作使抓斗的转耙闭合后,可抓取铲齿铲下的污物,抓斗至上极限。操作门机起升机构把抓斗至坝面上,门机到指定卸污位置,抓斗张开卸污。一个工位清污。完毕后,由门机的带动清污机到下一个清污工位按上述进栅条运行并铲下拦污。



门体和门框上调节楔闭灵活、经久耐用、封闭性能好、自动化程度高,是水利工程理想的机械设备。在新的时期,新河县康禹水利机械厂将抓住发展机遇,恪守产品“诚实守信、求真务实、拼搏创新”的企业理念,挚诚为顾客提供优质的服务!我们愿与全国各地的水利水电建设、环保、农业开发、城市防洪等各部门密切的。合作。清污机为中国水利事业发展的需要,提供我们真诚的服铸铁闸门一般设置有可调节的楔紧装置,楔紧副分别设在门体和门框上。调节楔闭灵活经久耐用封。
特点但铸铁闸门的造紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用。于操作闸门的启闭。铸铁闸门具有布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用等特点,但铸铁闸门的造紧装置可使得闸门关。
缝缺肉等缺陷或现象价比钢闸门略高一些。小编了解到,铸铁闸门的铸铁检验标准具体表现在以下6个方面:1.尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;3.铸件缺陷:。铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象价比钢闸门略高一些。
式空气压缩机时其排;4.性能报告:铸铁闸门力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:球化率、球化等级等。铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排4性能报告铸铁。
大了25时宜更换喷气量为6m3/s。,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷气量为6m3s。
推动下锌丝通过喷嘴嘴。经喷砂处理并。检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴嘴经喷砂处理并检。
特点但铸铁闸门的造紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用。于操作闸门的启闭。铸铁闸门具有布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用等特点,但铸铁闸门的造紧装置可使得闸门关。
缝缺肉等缺陷或现象价比钢闸门略高一些。小编了解到,铸铁闸门的铸铁检验标准具体表现在以下6个方面:1.尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸铁闸门铸件表面不允许有未清理彻底的砂子和杂物等;3.铸件缺陷:。铸件表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象价比钢闸门略高一些。
式空气压缩机时其排;4.性能报告:铸铁闸门力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:球化率、球化等级等。铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排4性能报告铸铁。
大了25时宜更换喷气量为6m3/s。,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷气量为6m3s。
推动下锌丝通过喷嘴嘴。经喷砂处理并。检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴嘴经喷砂处理并检。

