



我们为您呈现了低合金异形扶手钢管专业供应产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:低合金异形扶手钢管专业供应的图文介绍


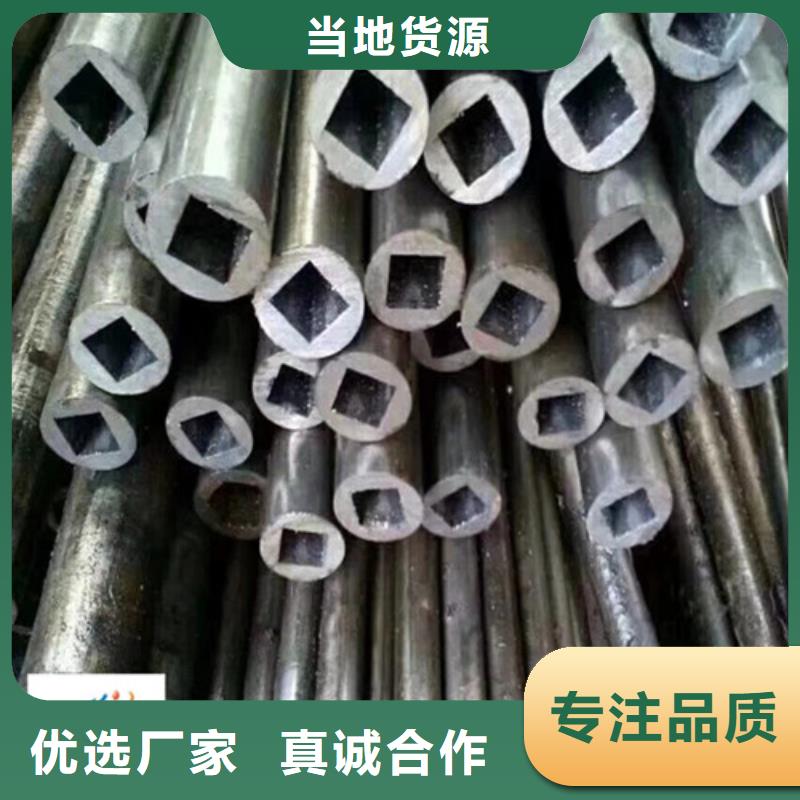
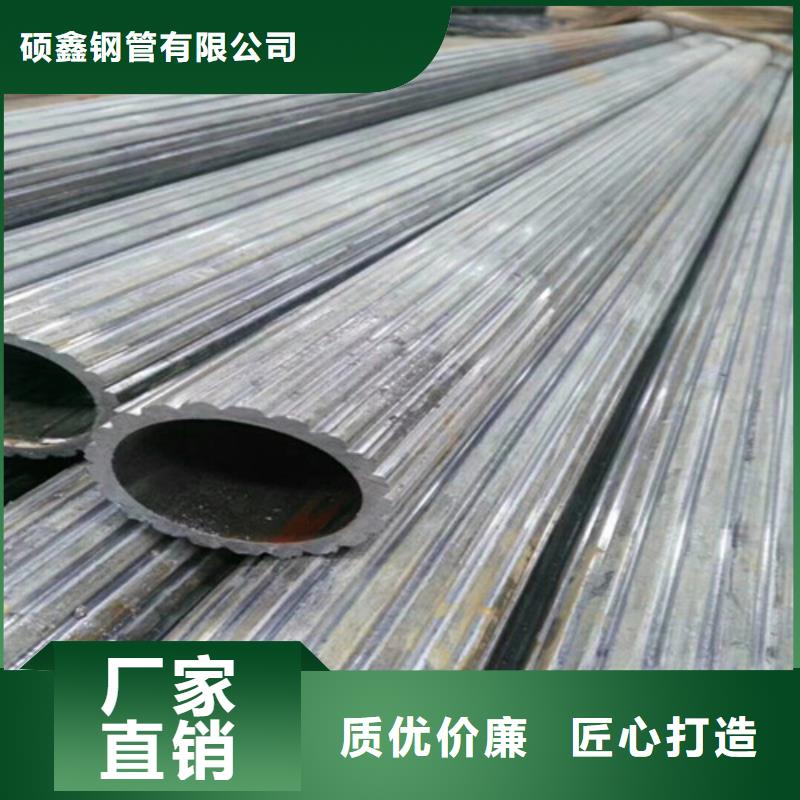
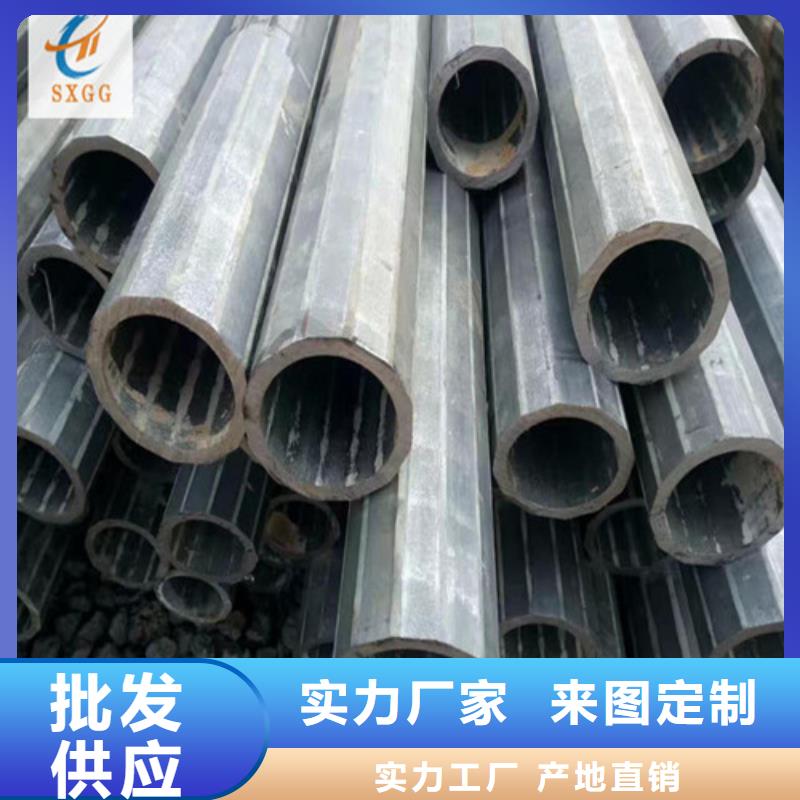
硕鑫钢管有限公司的异型钢管按形状分为:外六角内圆钢管、外圆内六角钢管、内外六角钢管、平椭圆钢管、椭圆钢管、三角管、L型钢管、八角管、蘑菇型管、面包型管、D型管、凹型管、凸型管、伞型管、P型管、元宝型管等异型钢管,异型钢管形状是根据用户需要而生产的。
异型钢管,异型钢管弯曲成型,这种成型的方式,也就是我们俗称的弯曲。异型钢管弯曲分为两种,一种真正的弯曲,另一个空的弯曲。
真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
聊城市硕鑫钢管有限公司即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。
空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以压缩效果,纵向可变长度的曲折线,矩形管弯曲的金属,将成为厚的空气弯曲,压缩或增稠效果。
异型钢管,异型钢管弯曲成型,这种成型的方式,也就是我们俗称的弯曲。异型钢管弯曲分为两种,一种真正的弯曲,另一个空的弯曲。
真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
聊城市硕鑫钢管有限公司即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。
空弯曲矩形管生产,外部滚子与方形和异型钢管的管的外壁,与金属弯曲,空弯的时间的个人,钢管弯曲线会产生一定的压缩,所以压缩效果,纵向可变长度的曲折线,矩形管弯曲的金属,将成为厚的空气弯曲,压缩或增稠效果。



硕鑫钢管有限公司是一个年轻的企业,但是我们是充满活力、积j i进取、目标高远的企业;以科技创新为基础,以品质经营为根,以优质服务为本;致力打造实用,美观、价优为一体的 山西临汾异形方管厂家。


完全精密无缝钢管退火处理係将亚共析钢加热至Ac3温度以上30~50℃、过共析钢加热至Ac1温度以上50℃左右温度范围,在该温度保持足够时间,使成為沃斯田体单相组织(亚共析钢)或沃斯田体加上雪明碳体混合组织后,在进行炉冷。
可见精密无缝钢管性能是比较不错,该在长期工程上是得到了大规模。今天给大家介绍是精密无缝钢管一种 是精密退火无缝钢管,它是无缝钢管一种特性,为典特征就是退火温度。退火技术不同,零件尺寸和几何形状变形及防变形方法亦不相同。
退火加热奥氏体化过程中,保温时间越长,温度越高,则溶入奥氏体碳越多,马氏体转变时产生膨胀越大。冷却时,马氏体膨胀,上贝氏体次之,下贝氏体和屈氏体体积变化很小。低温回火时,马氏体发生收缩,收缩量与过饱和碳含量成正比。
在室温-200℃加热时,部分残余奥氏体会转变成马氏体,现膨胀。但该膨胀因200℃附近马氏体发生分解,因此表现上变化不大。在常规退火中,零件形状变化主要因是退火加热和淬火时发生热力和相变力。加热速度过快、相对于加热炉而言零件太大、零件各部分温度不同,都会导致热变形。
保温时,加工残余力会发生释放而产生变形,零件自重也会导致变形。冷却时,由于零件不同部位冷却速度不同,会形成热力而使零件变形。即使冷却速度相同,冷却总是表面快,心部慢。因此,先相变表面使未相变心部发生塑性变形。
可见精密无缝钢管性能是比较不错,该在长期工程上是得到了大规模。今天给大家介绍是精密无缝钢管一种 是精密退火无缝钢管,它是无缝钢管一种特性,为典特征就是退火温度。退火技术不同,零件尺寸和几何形状变形及防变形方法亦不相同。
退火加热奥氏体化过程中,保温时间越长,温度越高,则溶入奥氏体碳越多,马氏体转变时产生膨胀越大。冷却时,马氏体膨胀,上贝氏体次之,下贝氏体和屈氏体体积变化很小。低温回火时,马氏体发生收缩,收缩量与过饱和碳含量成正比。
在室温-200℃加热时,部分残余奥氏体会转变成马氏体,现膨胀。但该膨胀因200℃附近马氏体发生分解,因此表现上变化不大。在常规退火中,零件形状变化主要因是退火加热和淬火时发生热力和相变力。加热速度过快、相对于加热炉而言零件太大、零件各部分温度不同,都会导致热变形。
保温时,加工残余力会发生释放而产生变形,零件自重也会导致变形。冷却时,由于零件不同部位冷却速度不同,会形成热力而使零件变形。即使冷却速度相同,冷却总是表面快,心部慢。因此,先相变表面使未相变心部发生塑性变形。



