

为了给您提供更的27SiMn无缝钢管专业销售产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:27SiMn无缝钢管专业销售的图文介绍
钢兴钢管 有限公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 西藏昌都大口径钢管产业结构化,规模化,为宗旨的现代化企业迈进。



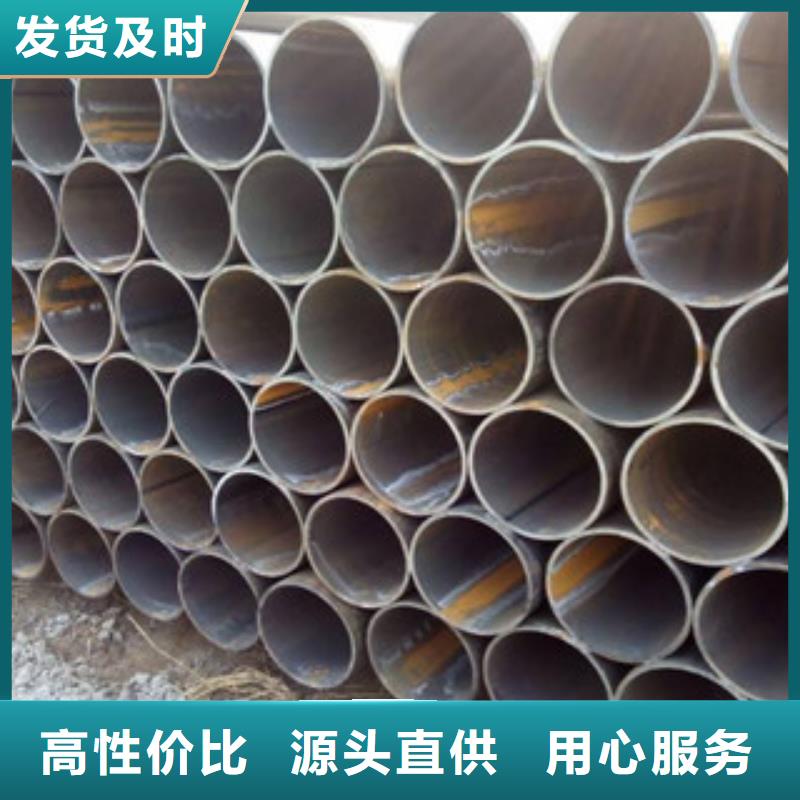
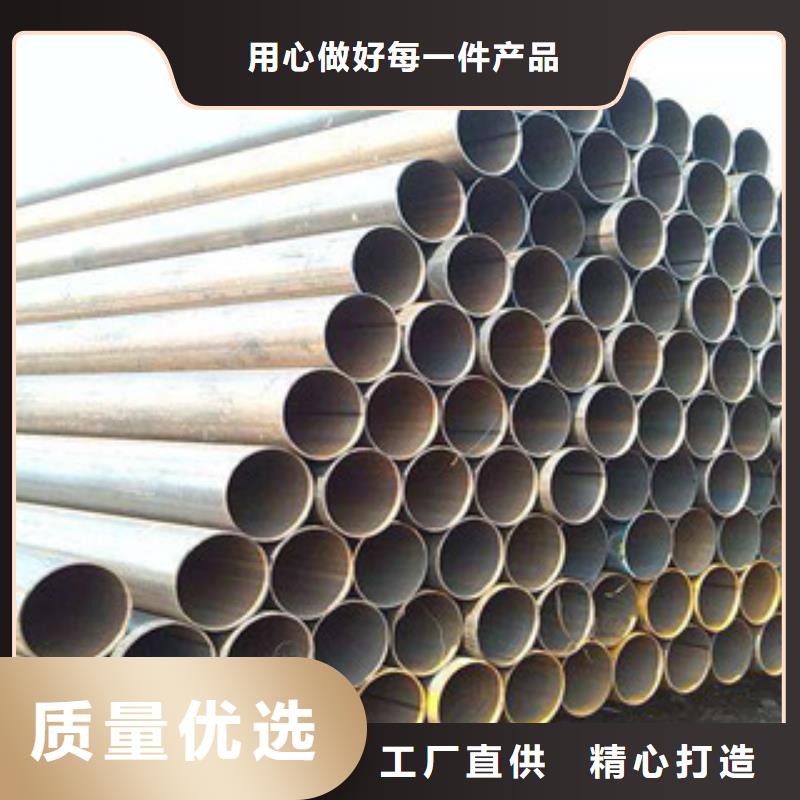
直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。



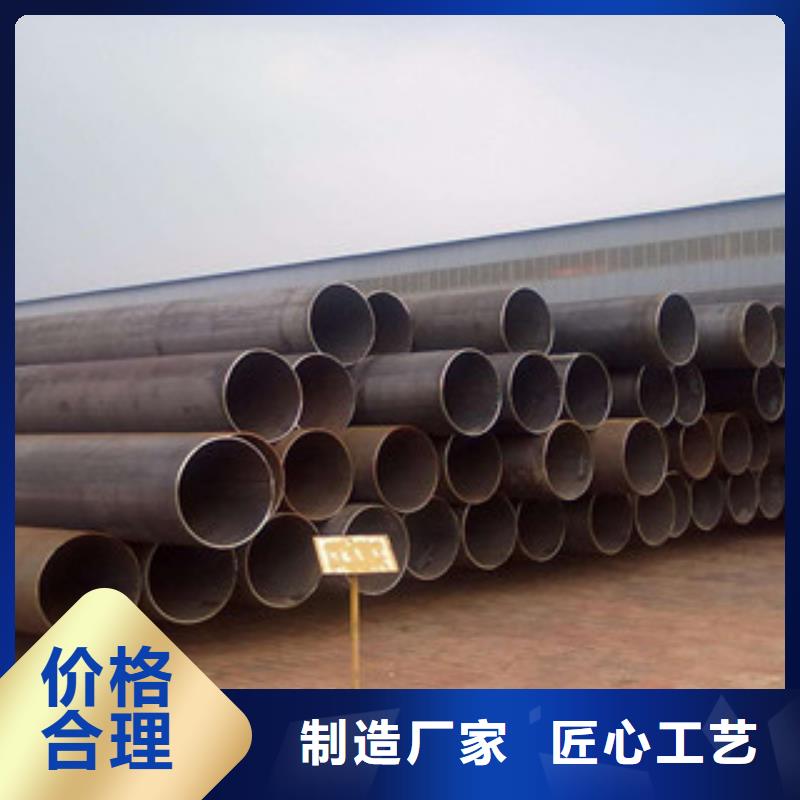
对大直径、高输送压力、长距离输送钢管来说,焊接工艺非常关键。从生产工艺上来分,焊接钢管主要分为电阻焊(Electric Resistance Welding,ERV)管、螺旋埋弧焊(Spirally Submerged Arc Welding,SSAW)管和直缝双面埋弧焊(Longitudinally Submerged Arc Welding,LSAW)管。虽然ERW发展很快,但仍然属于中小直径的焊管,例如日本的Φ610mm、Φ660mm ERW生产线,我国2006年在大庆建成的Φ660 mm ERW生产线。目前大直径焊管仍然要由SSAW和LSAW工艺生产,但是螺旋缝埋弧焊管在工艺上存在一定缺陷。


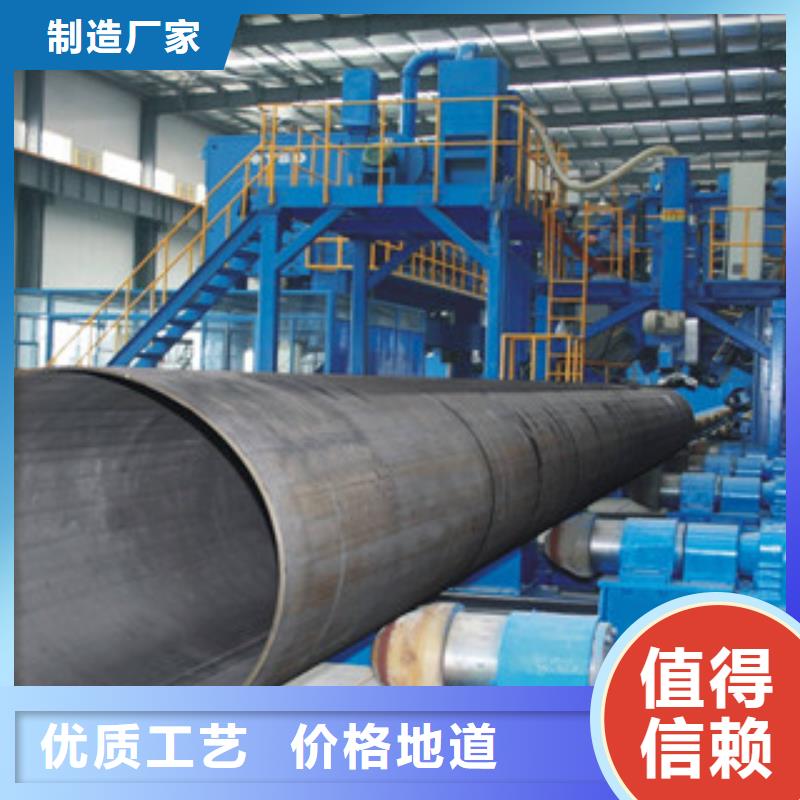
大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。



