



想要直观了解外镀锌内衬不锈钢复合管款式新颖产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:外镀锌内衬不锈钢复合管款式新颖的图文介绍

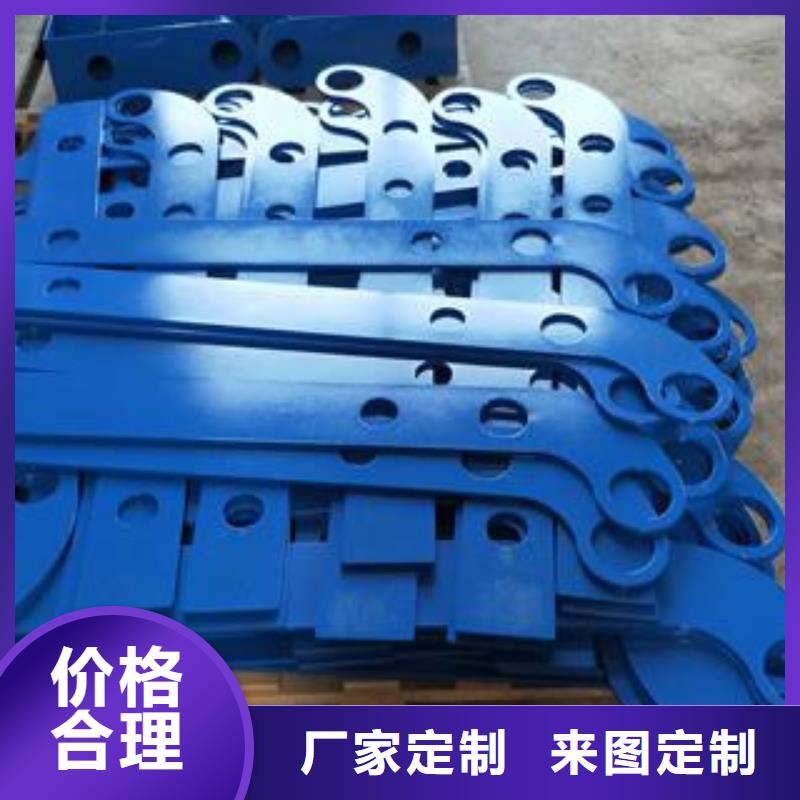
防撞护栏与立柱连接,采用六角形防阻块连接,SB级采用300×200×290×4.5 防阻块连接。防撞护栏、立柱、端头及连接螺栓(组成:头部和螺杆组成)所用普通碳素结构,其技术条件应符合《碳素钢技术条件》(GB700—88)的规定边坡防护网厂家有主动防护与被动防护,主动防护系统是以钢丝绳网为主的各类柔性网覆盖包裹在所需防护斜坡或岩石上,以限制坡面岩石土体的风化剥落或破坏以及为岩崩塌(加固作用),或将落石控制于一定范围内运动(围护作用)。防撞护栏防盗可采用设计中的防盗螺栓(组成:头部和螺杆组成)连接。

不锈钢复合管焊接要点及注意事项1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。2.桥梁防撞护栏利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。


桥梁防撞护栏焊接要领1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
2.将对焊处两端磨坡口。3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。



博锦金属制品 有限公司主要经营 湖南永州灯光护栏。 我们注重质量,确保公司出去的每一件产品都是保质保量的;我们也看重中价格,并且努力使客户获得优惠的价格;同时我们还注重服务,我们相信客户需要的不仅仅是产品。期待与您长期合作,也希望与您合作愉快,真诚为你服务。


