
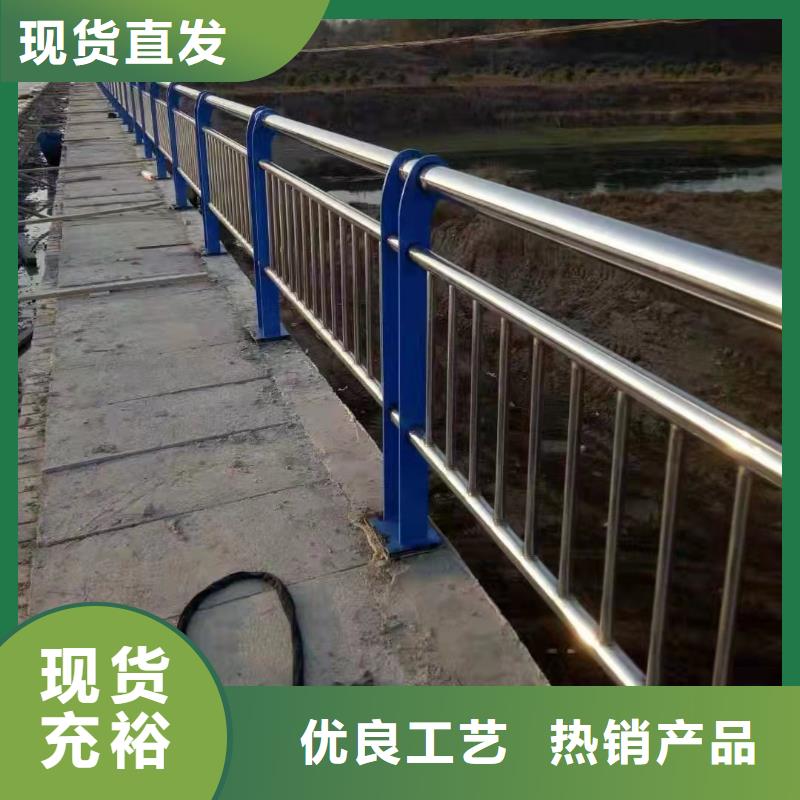







不锈钢复合管护栏的抗弯强度及抗冲击性介绍
因为外表美观、价格低廉等长处,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。不
锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗侵蚀耐磨和锦绣的
外表,以及碳素钢良好的抗弯强度及抗冲击性。
另外,在折弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。不锈钢管是一种中空的
长条圆形钢材,因具有抗侵蚀、耐高温、耐压强机能,广泛用于石油、化工、医疗、食物、轻工、机械仪表等产业输
送管道以及机械结构部件等。
不锈钢复合管一般由引进设备、提高工艺、微电脑控制的自动化出产线出产,产品质量不乱,出产效率高,本钱
低,具有外表豪华、美观、防侵蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替换产品,合用于建筑、
装饰等行业。随着人们对不锈钢复合管的了解的增加,使用范围也在不断扩大,特别是在--城市护栏、光亮工程、路
灯灯杆、高架路桥和立交桥、高速公路护拦拦杆、过街彩虹、广告牌架、车站站棚和车船行业、医疗器械、钢制家俱
等领域,都大量采用不锈钢复合管来替换不锈钢管。说替换传统产业用需抗侵蚀、耐高温、耐压强等机能的不锈钢管
,未来的路仍旧很长。



施工控制要点:丈量控制点依照每5m设置一个,为标高及线形的控制打好根底,然后将防撞栏范围内的混凝土停止凿毛并清算洁净。钢筋加工尺寸要精准,装置时采用定位架法停止装置。依据设计图中2、3号钢筋的位置、角度和尺寸分别制造定位架。
采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保证,钢筋维护层合格率可坚持在90%以上。桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在丈量控制点上,采用程度尺停止调平,前段横杆与立杆的角度是依据设计图中的角度加工的,横杆的长度也是依据设计图中的尺寸预留的。
将位置调好的2号钢筋与翼板预埋4号钢筋焊接结实,桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立刻采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前装置的2号钢筋焊接结实。以此类推每隔5米构成一个规范断面,然后挂线装置中间段落钢筋。
模板装置、加固、撤除采用防撞栏模板专用台车,桥梁防撞栏模板采用定型钢模,单片长度为1.5米。加固方式为内侧拉杆配合外侧支撑。端头模板同样采用定型钢板,固定方式为高强螺栓。同时防撞栏的断缝同样采用定型钢板,拆模后的断缝为62.5px宽的真缝,充沛保证防撞栏混凝土不开裂、外观质量良好。



广斌金属材料有限公司经营宗旨:想用户所想,急用户所急,以真诚的服务,高质量,合理的 内蒙古乌海桥梁防撞护栏价格,赢得广大客户的满意和信赖。以 内蒙古乌海桥梁防撞护栏市场为导向,以用户满意为目标,以结构调整为主线,与客户“双赢”是企业永恒追求的目标,愿真诚与您携手,共同发展,协同创造美好的明天!


桥梁护栏是桥梁的重要组成部分,桥梁护栏不但可以增加桥梁的美观和光彩,还可以起到很好的警示、阻隔和防止交通事故发生的作用。桥梁防撞护栏成为了现在任何一座大桥和高速路的重要部分,由于现在交通的发达,要考虑到大桥上通过的各种车辆较多,所以对桥梁护栏的防撞性要求也较高。我们在进行桥梁护栏施工时,主要要做好以下几个施工工艺:
一、在对护栏进行建造时需要注意要保证防撞护栏个部尺寸和外观质量的基础。,近几年,护栏施工中用钢护栏代替了木护栏,具有刚度大、平整度好、不易变形等优点。常规做法是护栏正面用3mm厚普通新钢板,根据护栏尺寸和形状决定用整板加工还是碎板拼接,保证钢护栏的各部尺寸 准确,其边缘顺直,确保钢板表面有良好的光洁度。
二、在对桥梁护栏建造完成之后,需要我们在正式使用之前需要对其进行试拼装,这个的目的是检验下护栏安装后的整体效果,检验下护栏缝隙、有没有制作错误的地方,减少护栏的制造误差。
三、在对大桥整体安装完护栏需要施工人员对护栏进行表面的浮锈干净,这个事项做完后需要用机油将模表面涂抹均匀,这个步骤的作用是保证混凝土表面关节和混凝土不沾护栏。
四:需要注意的是测量放样前需要使用测距仪或者用经纬仪在桥梁边板上准确放样,用墨线将防撞护栏内边缘弹好。每隔一定间距(视护栏长短)精测标高,以此为基础控制防撞护栏护栏的位置和标高。
五、以上工序做完后需要对护栏进行安装,安装人员需要根据相关安装步骤进行安装。
六、在安装完后需要对桥梁护栏进行检查,需要施工人员检查安装尺寸是否合适,各个固定点是否牢固可靠,在混凝土浇注过程中,施工班还要随时检查,发现变形,要随时调整,并将混凝土重新振捣,在施工人员检查合格之后需要报告相关管理部门。



了解下不锈钢复合管护栏的制作工序
不锈钢复合管护栏的底层与复层接壤处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属品种,常发作高温结晶裂纹、推延裂纹和脆化问题。焊接的方法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等。
如今常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要
分别停止焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢类似,而底层与复层接壤处的异种金
属焊接是关键。
焊前准备,不锈钢复合管护栏的切开,普通总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复
层有必要向下底层向上,不能损伤复层表面和分离处;在底层和复层都较厚的状况下,可选用等离子切开(从复层侧
开端切开)和氧-乙炔火焰切开(从基体侧开端,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床停止急剧弯曲,要逐段迟缓加工成形;假
如需求热加工成形的话,首先要清洗工件表面油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基
体能够空冷,对低合金钢基体要停止保温缓冷。加热温度在700~850℃。

