



在管道内会产生不同的应力,其中以温度和压力作用为主,这二种应力会不同类型的作用,所以所产生的也不同,在直埋供热管道中还会有轴向位移所产生的土壤侧向压缩反力,同时还有峰值应力,一般情况下峰值应力不会引起显着的变形。
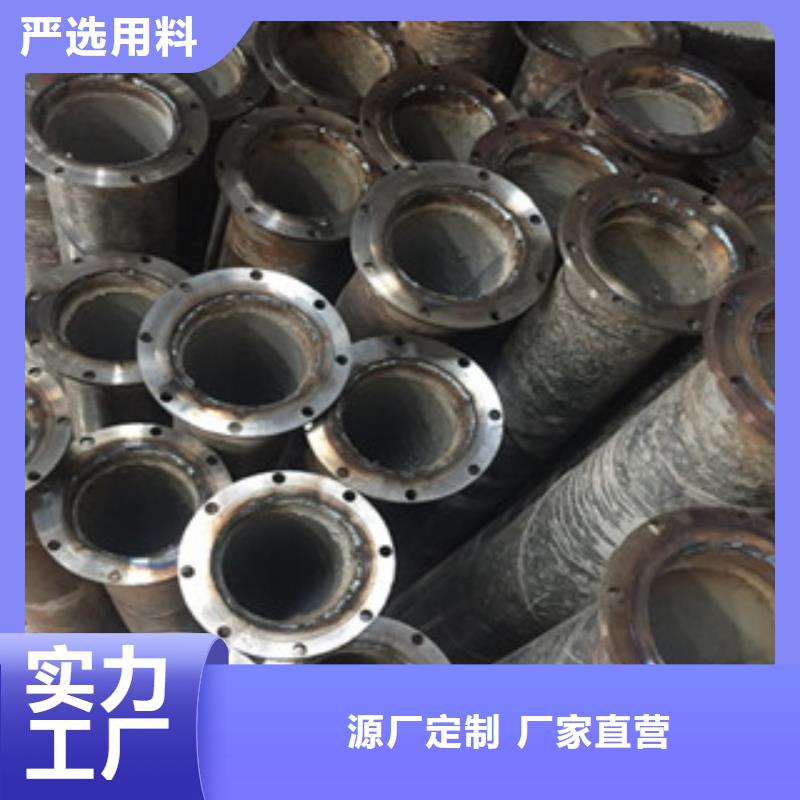
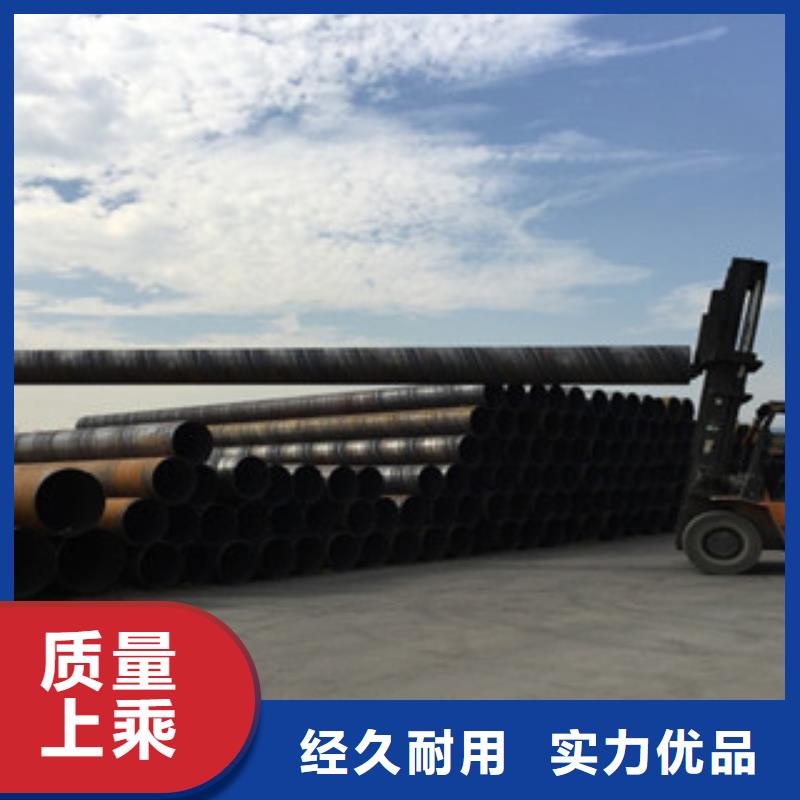
聚氨酯发泡保温钢管,黑夹克聚氨酯保温钢管,黄夹克聚氨酯保温钢管,聚氨酯发泡保温螺旋钢管,聚氨酯发泡保温无缝钢管,热水管道用聚氨酯发泡保温钢管,热网加热用聚氨酯发泡保温钢管,我公司直销聚氨酯发泡保温钢管价格有优势。
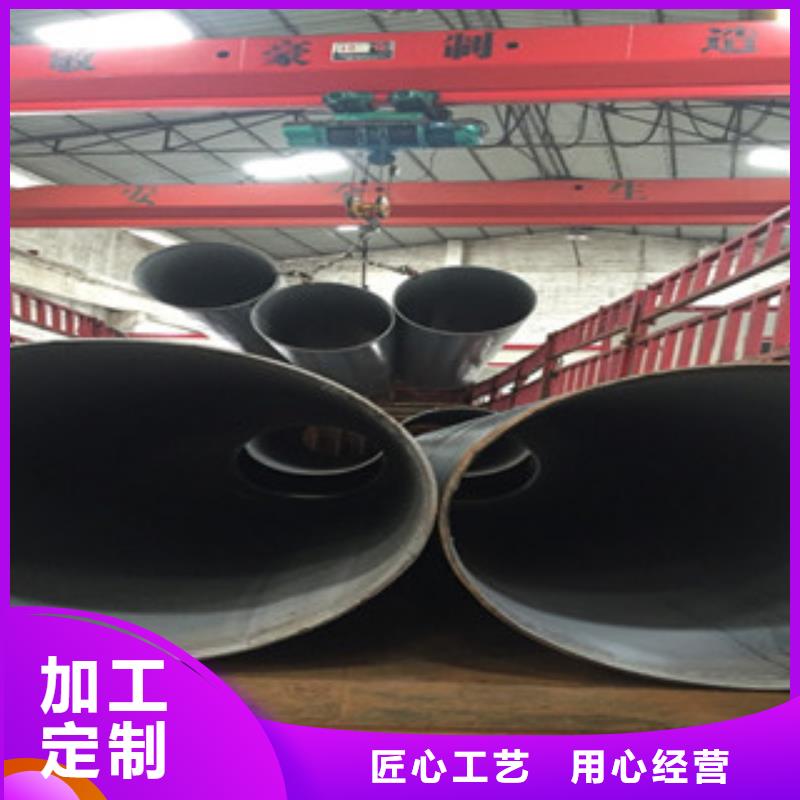
聚氨酯保温钢管大口径螺旋钢管生产厂家Q235B螺旋钢管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
聚氨酯保温钢管采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制。内焊和外焊均采用美国电焊机进行单丝或双丝埋弧焊接,从而的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时缺陷。常见的螺旋钢管焊缝当现气孔的原因是:焊剂当中存在着水分,或者是一些脏东西等等,在进行焊接的时候存在着这些东西就会使焊管出现气孔。


焊缝处理:如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。



南恩物资有限公司主要业务范围 云南保山槽钢。公司自成立以来,经过多年的发展,建立并完善了组织管理体系,职业管理体系认证。我们拥有经验 丰富的设计、施工团队,并引进了技术。只做合格产品,真诚服务客户是公司经营的宗旨,我们将以优良的产品质量、严格科学的管理、完善的服务与各地客户真诚合作,共为我国康体事业的 发展做出贡献。


X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。



