


想知道护栏-
201不锈钢复合管
源头直供产品为何如此受欢迎?观看视频,答案自在其中。
以下是:护栏-
201不锈钢复合管
源头直供的图文介绍
俊邦金属材料有限公司一直坚持人才和 安徽马鞍山304不锈钢复合管 产品并重的原则,吸纳了具有经验丰富的 安徽马鞍山304不锈钢复合管 工程技术人员和专业管理人才,严管理、高技术、先进的 安徽马鞍山304不锈钢复合管 生产设备及完善的检测手段 ,生产高品质的 安徽马鞍山304不锈钢复合管 产品,提供优质的售后服务。


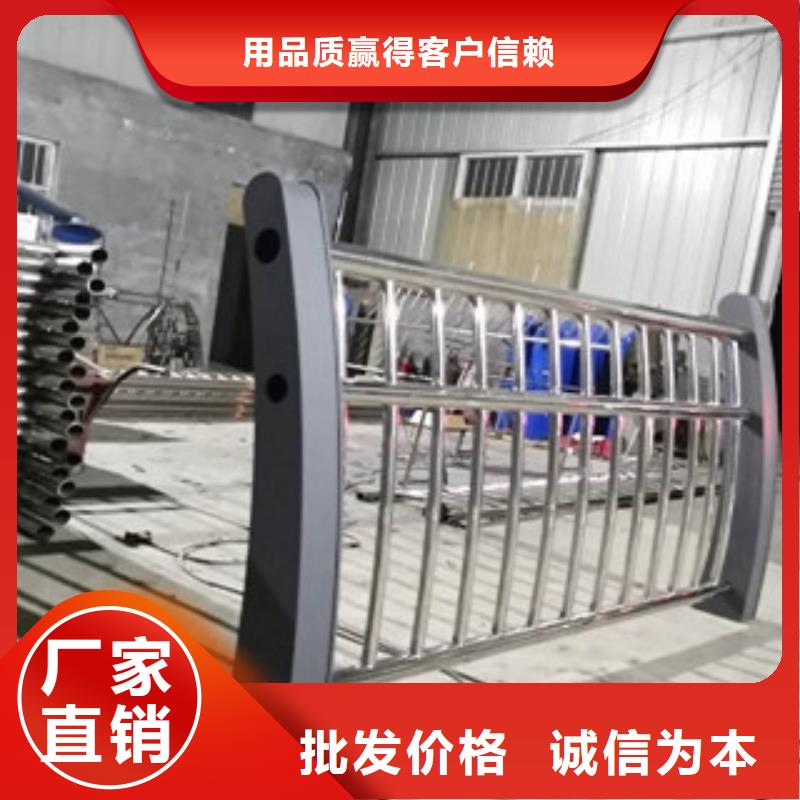
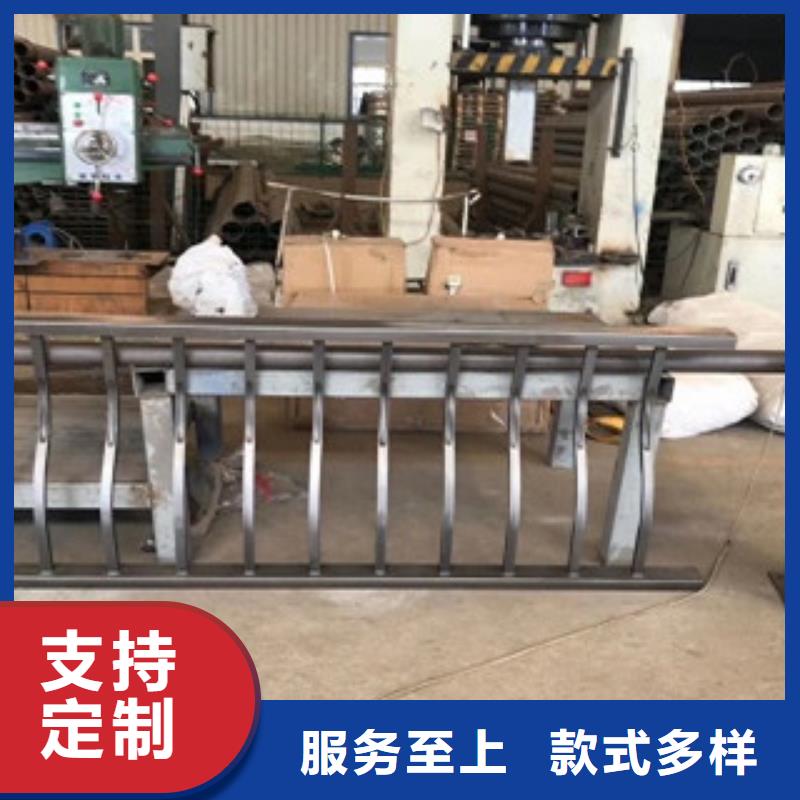
对于性,交通护栏底座往往发挥着重要的作用,交通护栏底座能够保证护栏的稳定性,是护栏坚实的基础,所以在施工中对于护栏底座的施工要特别注意;其次,注意不要用太炫目的材料在交通护栏上,否则在车辆的行驶过程中,这种效果会给司机的视线造成负担,不利于;另外也要注意使用环保材料,防腐蚀,防锈蚀等性质的环保材料。不会对环境造成影响,更。 交通护栏作为公路上的基本设施,对公路上的交通起到积极的作用,它的设计优势如下:“轻”:材料采用新型轻质材料,上部结构轻盈,下部结构庄重;“巧”:设计科学,外型结构简洁明了,方便维护;“美”:外表美观大方,与现有交通标志相得益彰;起到成为都市风景线的作用;“”:有警示的功能,提醒驾驶员注意周边环境,同时也能提醒行人注意,阻止行人钻越,起到防患于未然的积极作用;“环保”:在生产、安装、使用和维护过程中做到无污染,达到保护环境的目的;“经济”:遵循“轻、巧、美”的设计原则,科学地选用适当制造原料,达到多功能作用,降低综合成本,节省投资;“耐用”:在长期使用中耐不同环境污染,同时能降低维护费用,从而达到长期使用的功效。



轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。 热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。



内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。
