



别再纠结于文字描述了,观看视频,让不锈钢珩磨管产品为你展现真实魅力!
以下是:不锈钢珩磨管的图文介绍

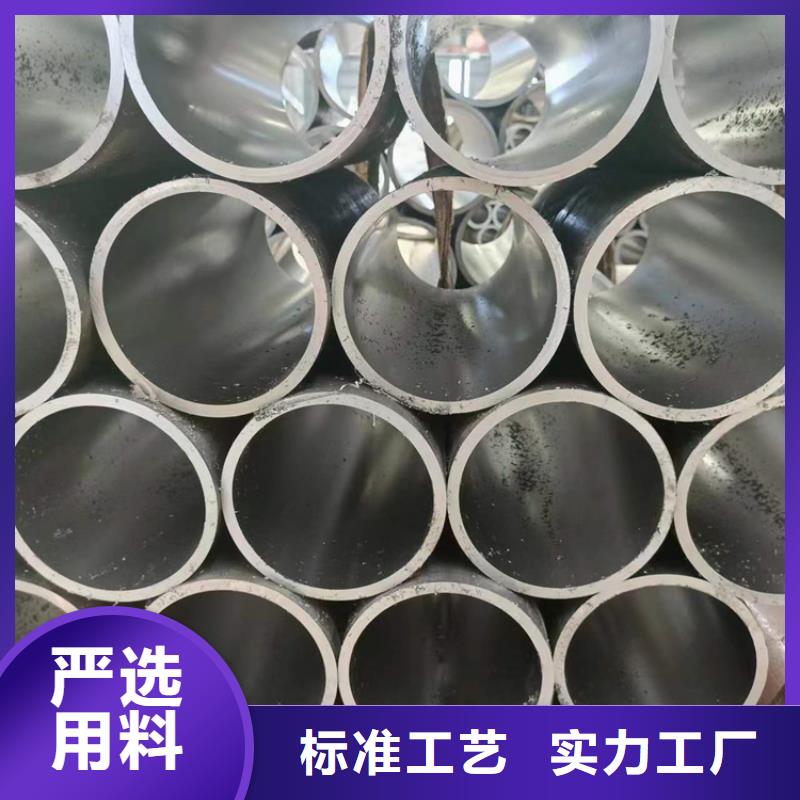
华尔网企业旺旺珩磨管绗磨管油缸管45#绗磨管无需加工可直接用于液压油缸套缸体,油缸拉杆等液压油缸产品。绗磨精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。高精度珩磨管应用于液压,缸筒,管线,纺织,印刷,减震,精密轴套等高精度机械领域,45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。


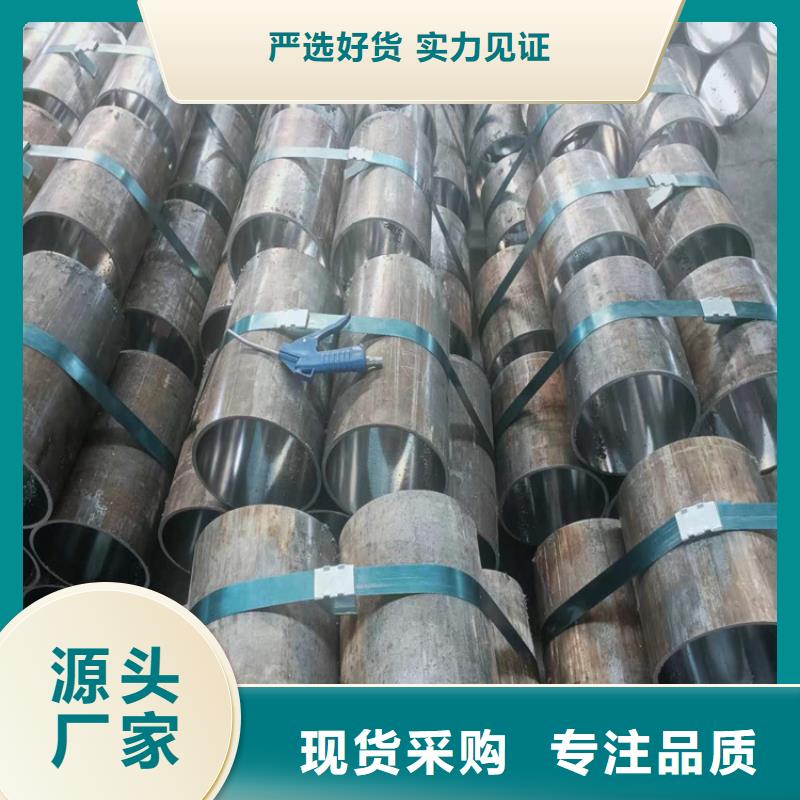
华尔网企业旺旺珩磨管绗磨管油缸管绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。



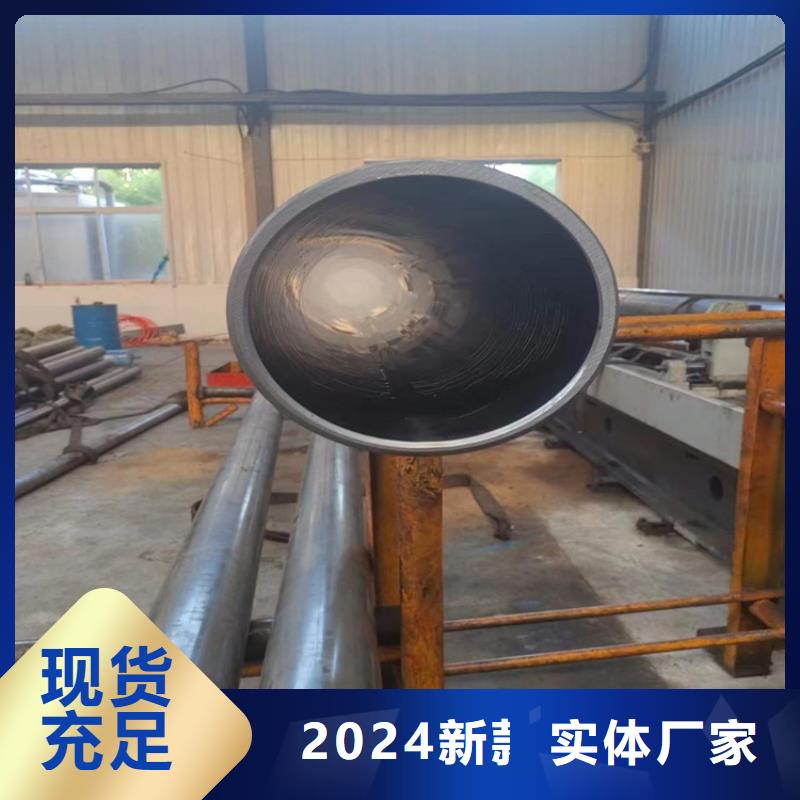
华尔网企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑



本公司坐落于辽河路燕山路交叉口南500米东首,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 四川成都珩磨管加工厂,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。


