


为了让您更地了解我们的绗磨油缸筒,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:绗磨油缸筒的图文介绍


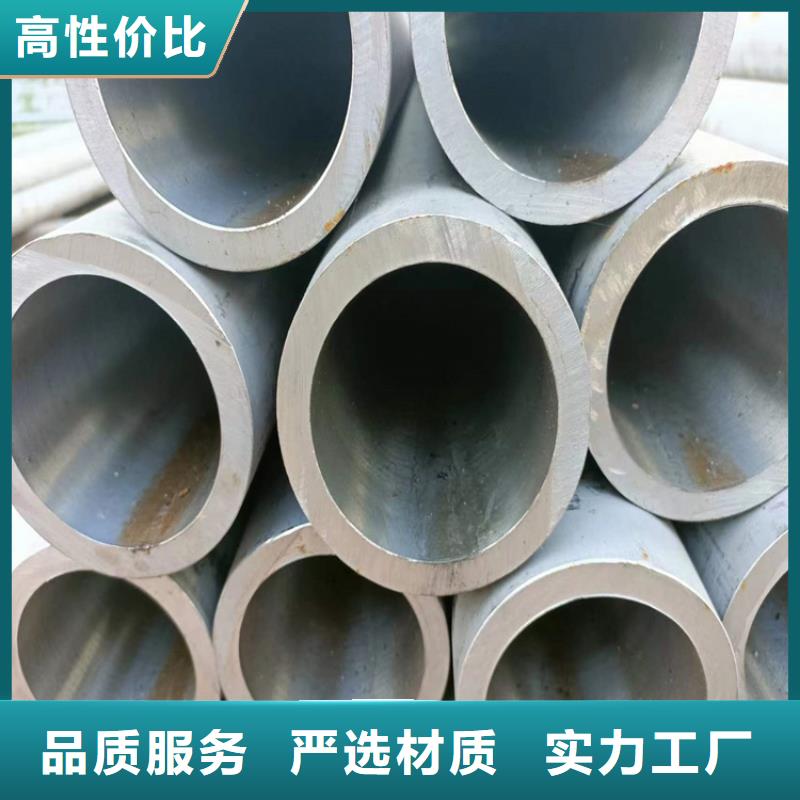
华尔网珩磨管油缸管绗磨管冷拔油缸管采用滚压加工。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。从而提高了填充管的表面耐蚀性,延缓了疲劳裂纹的产生,提高了填充管的疲劳强度。通过滚压成形,在滚压表面形成一层冷硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。
液压油缸管的结构形式多种多样,分类方法也多种多样:按循环运动方式可分为直线往复运动和回转摆动运动;按液压分为单动式和双动式;按结构可分为活塞式、柱塞式、多级伸缩套筒式、齿轮齿条式等;按安装形式可分为拉杆、耳环、脚、铰轴等。滚压管



仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


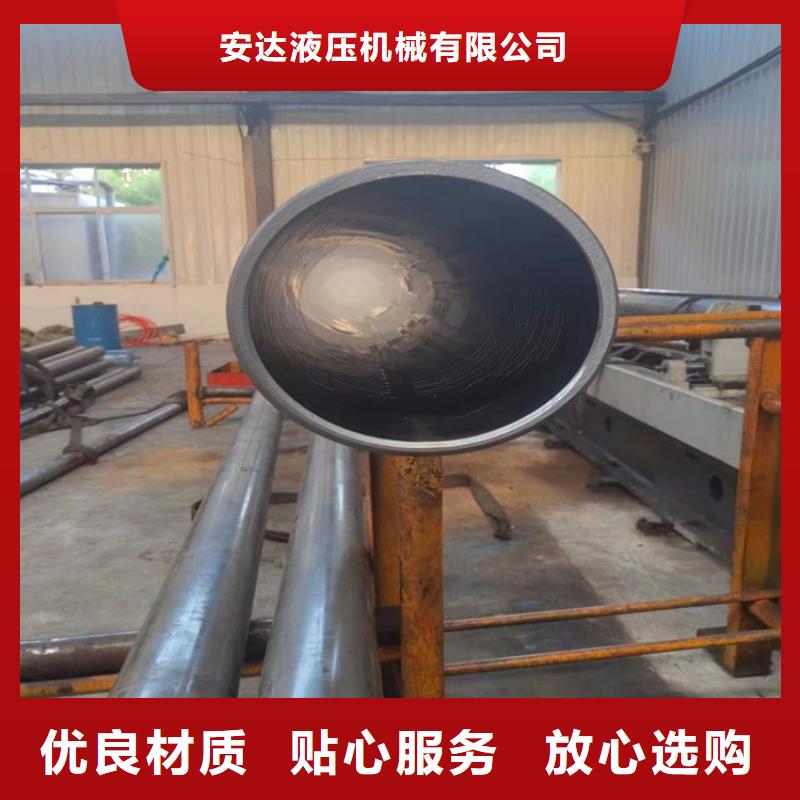
华尔网珩磨管油缸管绗磨管当液压油中含有水分时,会促使液压油形成乳化液,降低了液压油的润滑和防腐作用,加速导致管路内壁的磨损和腐蚀。当液压油中含有大量气泡时,在高压管路中气泡受到压缩,周围的油液便高速流向原来由气泡所占据的空间,引起强烈的液压冲击,在高压液体混合物冲击下,管路内壁受腐蚀而剥落。以上这些情况终都会使管路破裂而漏油。
此外,管路的外表面经常会沾上水分、油泥和尘土,如果保护层破坏,就很容易产生腐蚀,导致强度下降,直至从高温、高压、弯曲、扭曲严重处发生 油。]2 对策b] 液压管路虽然承受的压力高,工作环境恶劣,但是漏油故障是可以和避免的,在使用和维修中应采取以下措施。
2.1 认真检查管路质量,严禁使用不合格管路
在维修时,对新更换的管路,应认真检查生产的厂家、日期、批号、规定的使用寿命和有无缺陷,不符合规定的管路坚决不能使用。使用时,要经常检查管路是否有磨损、腐蚀现象;使用过程中橡胶软管一经发现严重龟裂、变硬或鼓泡现象,就应立即更换。滚压管



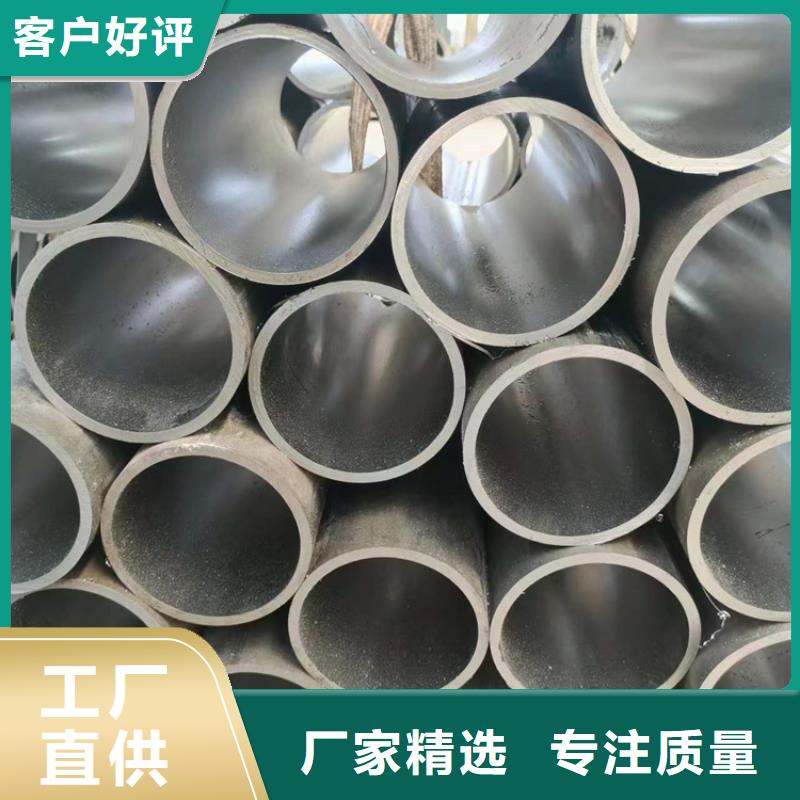
华尔网珩磨管油缸管绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压管加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
绗磨管的优点主要有以下几点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°。
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。



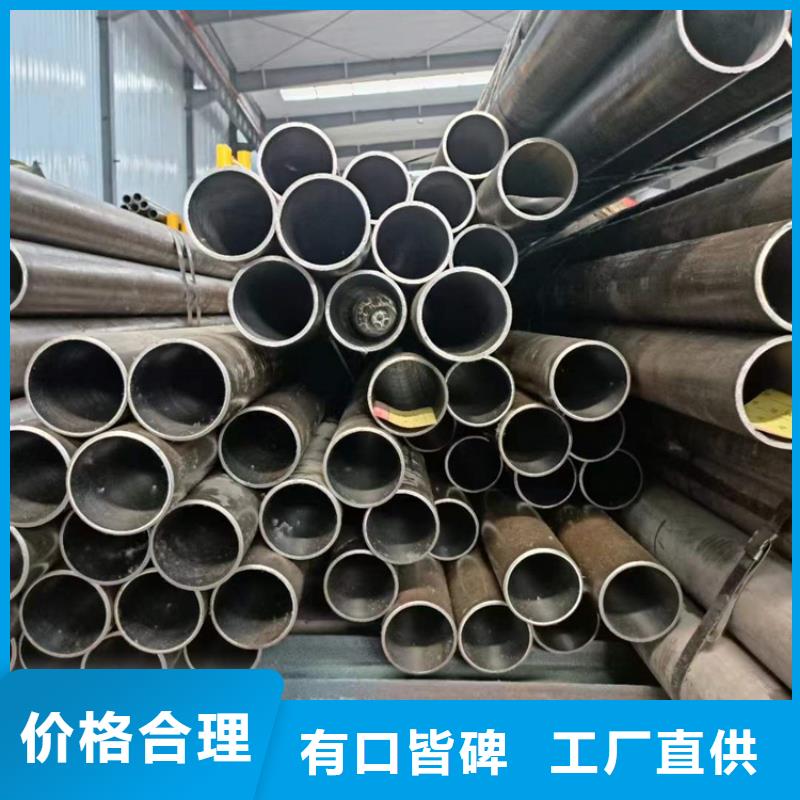
华尔网珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管
