


想要直观了解弹簧钢板65Mn锅炉容器板大量现货产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:弹簧钢板65Mn锅炉容器板大量现货的图文介绍

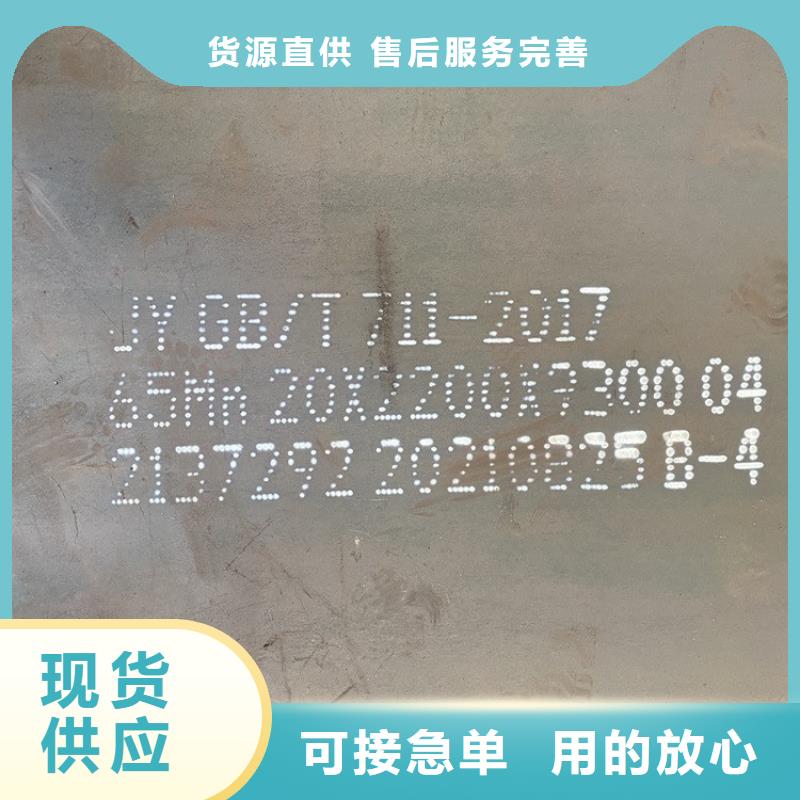
生产工艺,65Mn钢热轧板卷生产工艺流程为铁水预处理—210t转炉冶炼--210tLF炉精炼─板坯连铸-一加热炉加热—1580热连轧机RR2粗轧+7机架精轧)轧制─卷取,轧制过程中根据不同的原料规格和轧机负荷,开轧温度、终轧温度、卷取温度分别控制为1100~1150,850~950,650~750℃,根据成品规格调整轧制速度,稳定生产节奏。65Mn钢的化学成分和判定标准及其力学性能、夹杂物和脱碳层控制要求分别见表1)采用炉—精炼一连铸—热连轧工艺生产65Mn高碳钢热轧板卷质量完满足标准和用户要求65Mn钢质量控制的关键是转炉冶炼65Mn钢时要求严格控制钢中磷和硫等有害元素含量以及夹杂物的数量、大小和分布;连铸时稳定控制中间包钢水温度、拉速和冷却水量,采用良好的保护浇注措施,使用高碳钢专用保护渣。弹簧钢板65Mn 2-60MM厚现货齐全均可按需切割

弹簧钢板65Mn65Mn钢的化学成分和判定标准及其力学性能、夹杂物和脱碳层控制要求分别见表1,2。生产工艺65Mn钢热轧板卷生产工艺流程为铁水预处理—210 t转炉冶炼--210 t LF炉精练─板坯连铸-一加热炉加热—1580热连轧机( R1、R2粗轧+7机架精轧)轧制─卷取。转炉冶炼转炉冶炼65Mn钢时要求严格控制钢中磷和硫等有害元素的含量以及夹杂物的数量、大小和分布。转炉冶炼采用低拉增碳法操作,但需确保终点碳控制为% ~%;出钢过程在钢包中加入硅铁和铝钙等强脱氧剂进行预脱氧,并控制渣厚不大于50 mm。LF炉精炼全过程底吹氩气搅拌,精练结束后喂硅钙线进行钙化处理,喂线后进行软吹,实现深脱硫和深脱氧。板坯连铸65Mn钢碳含量高,其板坯缺陷敏感性高,碳元素和锰元素容易产生偏析,连铸坯容易产生内部裂纹,严重时可导致板坯断裂。为此采取以下措施控制板坯缺陷产生:1)严格控制中间包浇注温度,采用低过热度浇注,钢水过热度控制在15 ~302)结晶器采取强冷,使坯壳相对较厚。3)采用低拉速,拉速为~1。 1 m/ min。


弹簧钢板65Mn介绍[1]执行标准:GB/T1222-2007特性及适用范围:65Mn弹簧钢,锰提高淬透性,φ12mm的钢材油中可以淬透,表面脱碳倾向比硅钢小,经热处理后的综合力学性能优于碳钢,但有过热敏感性和回火脆性,用作小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制作弹簧环、气门簧、离合器簧片、刹车弹簧及冷拔钢丝冷卷螺旋弹簧。退火态可切削性尚可,冷变形塑性低,焊接性差,受中等载荷的板弹簧,直径达7-20mm的螺旋弹簧及弹簧垫圈,弹簧环,高耐磨性零件,如磨床主轴,弹簧卡头,焊接时,在接头旁边引燃点弧并使之燃烧稳定,将电弧移至接头处使接头金属熔化后迅速将电弧熄灭,同时轻微施加顶锻力,冷却后即完成焊接过程,焊接过程中不使用填充焊丝。



山东中鲁金属制品有限公司主打商品 河北石家庄耐磨钢板以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。


