

为了给您提供更的欢迎访问-油缸管产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:欢迎访问-油缸管的图文介绍
凡有意向购买我公司 广西桂林珩磨管加工厂者,我公司特邀您前来:
一、现场看 广西桂林珩磨管加工厂生态流程,了解我们的生产能力;
二、带您到公司现有的成功案例现场考察咨询学习;
三、意向确定后公司派技术员根据您的要求24小时全程负责沟通。



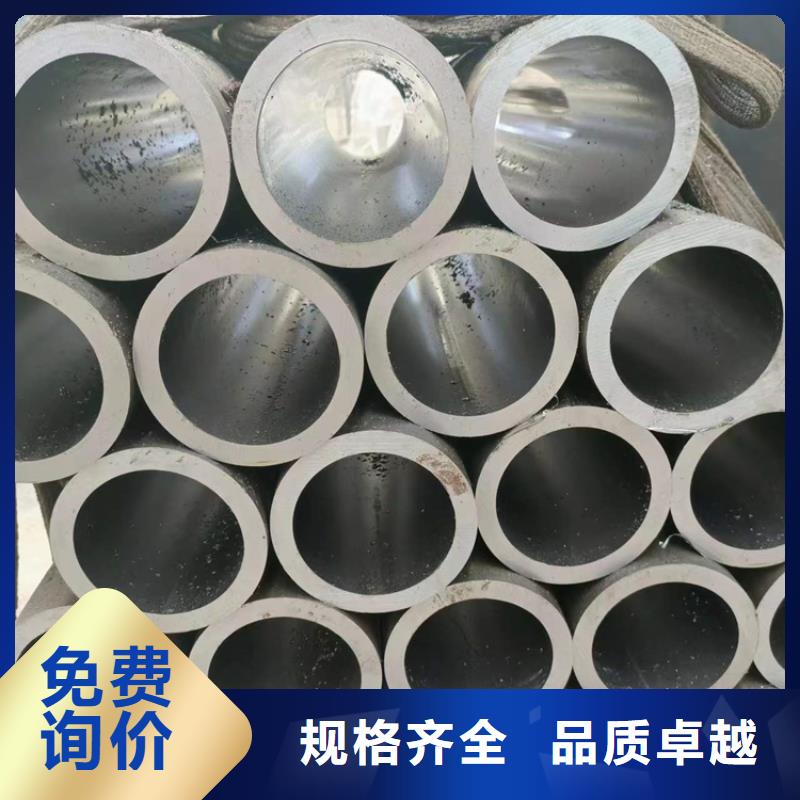
华尔网珩磨管绗磨管油缸管油缸管进行滚压后,其表面硬度是要高于珩磨油缸管的,这样,可以来延长其使用寿命。并且,在加工时间上,可以大大缩短,在直线度上,可以大大提高。因此,油缸管采用滚压工艺,是要好于珩磨工艺的。3.珩磨油缸管,其是为无缝钢管吗?珩磨油缸管,其是为无缝钢管,所以在这个问题上,其回答为是,是肯定的,这是因为:珩磨油缸管,其是属于珩磨管的,而珩磨管,其是为经过珩磨加工的无缝钢管。因此,珩磨油缸管,其是为无缝钢管。性能也不会受到影响。从上述种种特点看来,选择珩磨管才是明智之举。客户在选用珩磨管的时候,在珩磨管跟无缝钢管之间无法选择,既要考虑珩磨管性能方面的优劣,还要结合价格的高低,一时之间确实很难做出决定。相信大家看了下面内容之后就不会那么纠结了。干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件



与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。


一般冷连轧板、卷均应经过连续退火(CAPL珩磨管或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。



