



我们为您呈现了一部精彩绝伦的大口径研磨管品质优越产品视频,让您感受产品的独特之处。
以下是:大口径研磨管品质优越的图文介绍

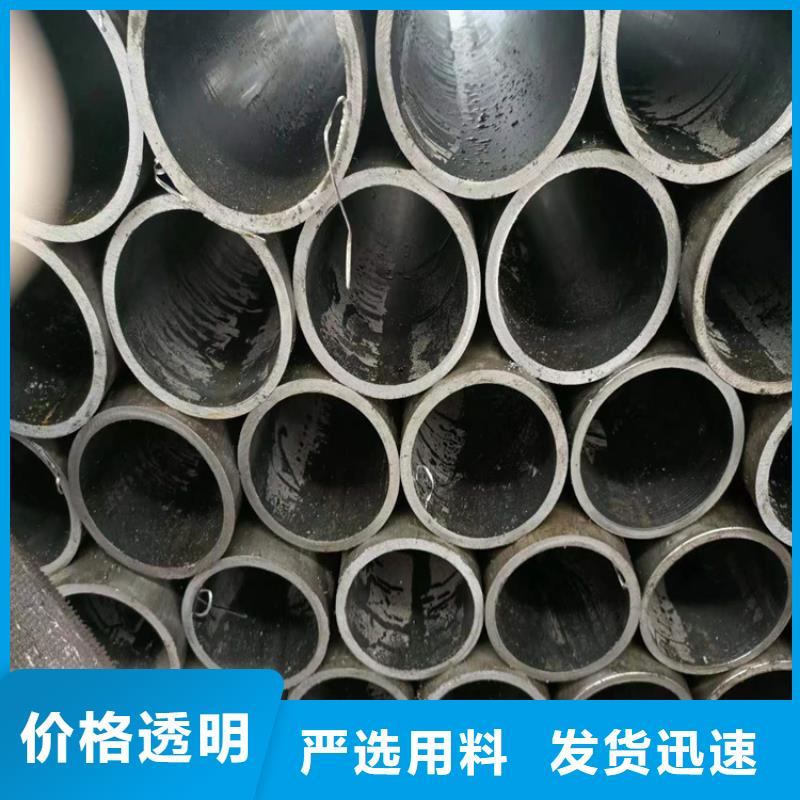
华尔网企业旺旺珩磨管绗磨管油缸管厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。


安达液压机械有限公司每个员工坚持“ 云南保山珩磨管加工厂质量铸就品牌”的企业宗旨致力于企业核心竞争力,铸造鲜明的企业文化,追求可持续发展 打造强势品牌,实现科技富民,产业报国之宏愿。
对于 云南保山珩磨管加工厂产品质量:我们要求精益求精!
对于服务:我们永远用微笑对待每位客户!
对于售后:我们用真诚的态度为每位客户分担!



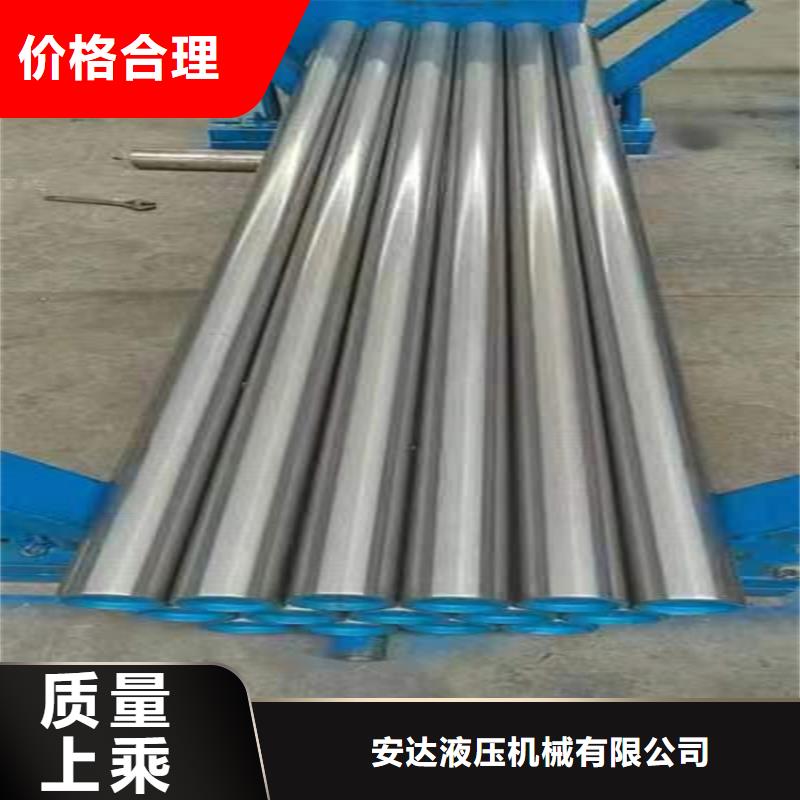
华尔网企业旺旺珩磨管绗磨管油缸管小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。


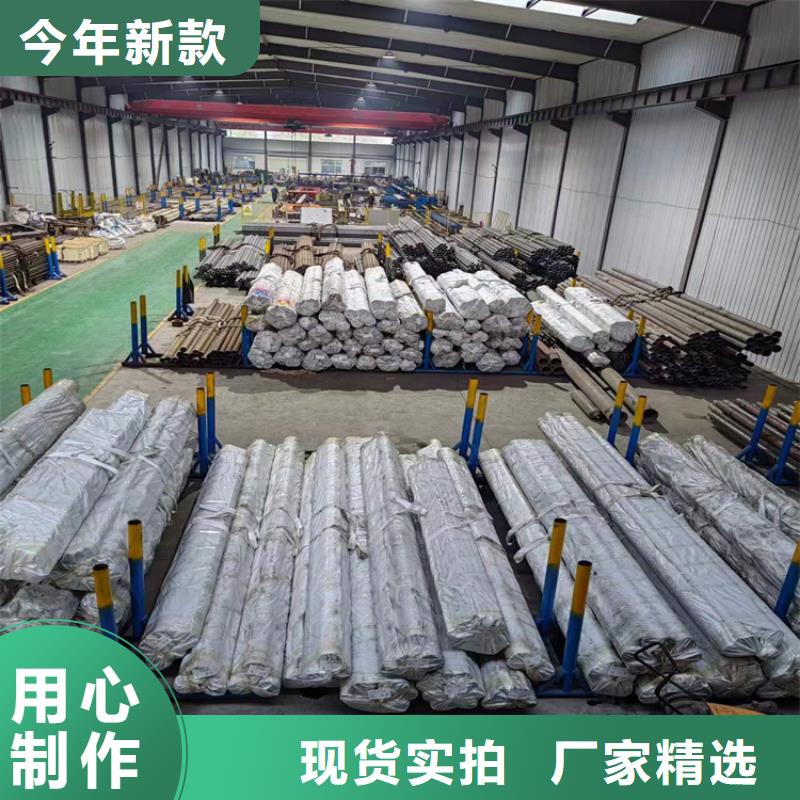
华尔网企业旺旺珩磨管绗磨管油缸管华尔网企业旺旺珩磨管绗磨管油缸管应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。



