





钢筋笼绕笼机滚筒壁厚多少产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢筋笼绕笼机滚筒壁厚多少的图文介绍
建贸机械 有限公司的诚信、实力和 河南许昌钢筋冷挤压机产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


华尔网钢筋笼绕筋机主筋上料 预先将主筋下料,对焊或套筒连接成图纸所需长度,然后吊放于主筋储料架上,以备用; 主筋储料架,适合储存9M/12M/18M/22M的钢筋;整体采用H型钢焊接组装而成;并采用分断式结构,间隔2米/个;便于拆装和运输。 第二步: 盘筋上料 将盘筋吊于放线架上,载重2T,1.7M,立柱可定制成伸缩型。 第三步: 主筋穿丝并加紧 工人将主筋抖落分布于分料盘的圆周上;同时,穿入固定盘和移动盘环形模板的导管内;并在移动盘的导管内用螺栓夹紧。 分料盘系统由多个分料盘组成,与固定盘相连,并可跟随同步旋转运动;端部的辊轮,可减少旋转阻力。 夹紧时,注意每根主筋的错位长度,通常是1M左右。 第四步:盘筋穿丝并缠绕固 焊接机械手(价格另计),焊接速度为40-60点/分钟) 第六步:钢筋笼与旋转盘分离 切断绕筋:移动盘前移,钢筋笼与固定盘分离;松开主筋与移动盘导管的螺栓;移动盘前移,钢筋笼与移动盘分离。 第七步: 卸笼,降下液压支撑 卸笼,行吊或人推滚下。 在整个焊接过程中,为防止钢筋笼因自重而变形,需配置多个液压支撑装置。 专门设计的液压站,采用国内通用的液压组件,持久耐用,具有互换性。 第八步: 移动盘复位,准备下一个生产循环钢筋笼滚焊机,全自动钢筋笼滚焊机



数控钢筋笼滚焊机呢?接下来我们大家一起来简单的了解下吧。
1.我们在操作数控钢筋笼滚焊机前要检查机械性能是否良好,在数控钢筋笼滚焊机工作期间要严禁更换芯轴,禁止在工作中进行加油和清洁工作,避免在数控钢筋笼滚焊机操作期间严禁手部、头部伸进数控钢筋笼滚焊机轨道。
2.要仔细的检查数控钢筋笼滚焊机的芯轴、装盘、有无裂纹和破损,防护罩是否紧固可靠,在操作数控钢筋笼滚焊机前要进行十五分钟空转,空转时要仔细检查有无异常现象及振动声响,在检查无误后则可正式的进行操作。
3.严禁在钢筋弯曲机工作期间站人,除工作操作人员其余人要远离生产现场,弯曲好的半成品应堆放整齐,弯钩不得朝上。
4.在生产工作完成后及时的切断电源清理设备清理现场,从而方便下次的正常使用。
钢筋笼绕筋机怎么使用及使用说明。模块化设计包括了以往所说的部件化、通用化及设计过程中的软件模块化。设计软件的模块化可以使各个不同的系统或部件在计算机上进行拼装和改变参数,从而大大加快了新产品的设计开发进度。
1.我们在操作数控钢筋笼滚焊机前要检查机械性能是否良好,在数控钢筋笼滚焊机工作期间要严禁更换芯轴,禁止在工作中进行加油和清洁工作,避免在数控钢筋笼滚焊机操作期间严禁手部、头部伸进数控钢筋笼滚焊机轨道。
2.要仔细的检查数控钢筋笼滚焊机的芯轴、装盘、有无裂纹和破损,防护罩是否紧固可靠,在操作数控钢筋笼滚焊机前要进行十五分钟空转,空转时要仔细检查有无异常现象及振动声响,在检查无误后则可正式的进行操作。
3.严禁在钢筋弯曲机工作期间站人,除工作操作人员其余人要远离生产现场,弯曲好的半成品应堆放整齐,弯钩不得朝上。
4.在生产工作完成后及时的切断电源清理设备清理现场,从而方便下次的正常使用。
钢筋笼绕筋机怎么使用及使用说明。模块化设计包括了以往所说的部件化、通用化及设计过程中的软件模块化。设计软件的模块化可以使各个不同的系统或部件在计算机上进行拼装和改变参数,从而大大加快了新产品的设计开发进度。



制作标准,效率高,省时省工,对于不同直径的钢筋笼切换设备不用刻意调节,使用方便灵活。结束了钢筋笼一贯手工捆绑的历史,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备。华尔网钢筋笼绕筋机是一种由PLC控制的加工生产钢筋笼的设备,替代钢筋笼人工及手工捆绑的加工工艺,实现钢筋笼质量的增强及大批量的生产,为桥梁、桩基钢筋笼制造的率,高利润,做出了巨大贡献。 1、加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人 就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。 2、加工质量稳定可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了 3、箍筋拉紧不需搭接,较之手工作业节省材料1.5%,降低了施工成本。 4、由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。 5、机械化加工钢筋笼,在质量控制方面得到了保障。



做拉伸(抗拉强度、屈服点、伸长率)和冷弯试验,并报检。
钢筋的级别、直径是否与设计相符,查验出厂证明书及复试报告单是否符合有关标准要求。
钢筋加工棚,对场地进行硬化,修整完排水系统,规划场地。
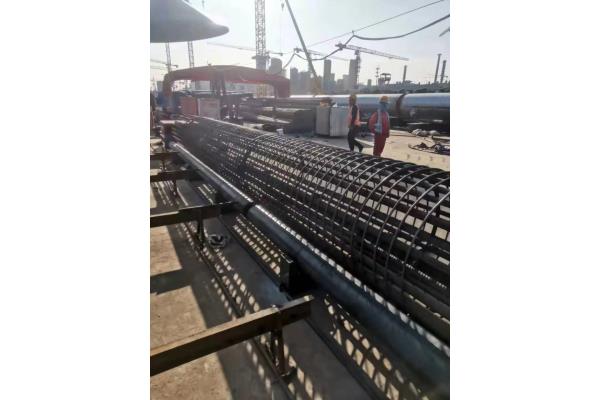
钢筋笼制作及安装钢筋笼制作及安装
钢筋笼制作
⑴钢筋笼在钢筋加工棚制作,以定尺钢筋长度为宜。主筋采用闪光对焊,主筋在制作前必须整直,没有局部的弯折。主筋的钢筋接头应相互错开,保证同一截面内的接头数目不超过主筋总数的50%,接头错开间距不小于35d(d为钢筋直径),且不得小于50cm。
⑵钢筋笼的焊接、绑扎必须牢固,应保证焊缝长度和饱满度。加劲筋接头采用双面搭接焊,焊缝长度为20cm。焊缝要求焊渣、焊缝饱满。在主筋下料时应考虑搭接长度,钢筋接头应满足上述第(1)中接头错开要求的规定。
⑷钢筋笼制作允许误差和检验方法应符合下表规定:
钢筋笼制作允许误差和检验方法
钢筋的级别、直径是否与设计相符,查验出厂证明书及复试报告单是否符合有关标准要求。
钢筋加工棚,对场地进行硬化,修整完排水系统,规划场地。
钢筋笼制作及安装钢筋笼制作及安装
钢筋笼制作
⑴钢筋笼在钢筋加工棚制作,以定尺钢筋长度为宜。主筋采用闪光对焊,主筋在制作前必须整直,没有局部的弯折。主筋的钢筋接头应相互错开,保证同一截面内的接头数目不超过主筋总数的50%,接头错开间距不小于35d(d为钢筋直径),且不得小于50cm。
⑵钢筋笼的焊接、绑扎必须牢固,应保证焊缝长度和饱满度。加劲筋接头采用双面搭接焊,焊缝长度为20cm。焊缝要求焊渣、焊缝饱满。在主筋下料时应考虑搭接长度,钢筋接头应满足上述第(1)中接头错开要求的规定。
⑷钢筋笼制作允许误差和检验方法应符合下表规定:
钢筋笼制作允许误差和检验方法
