
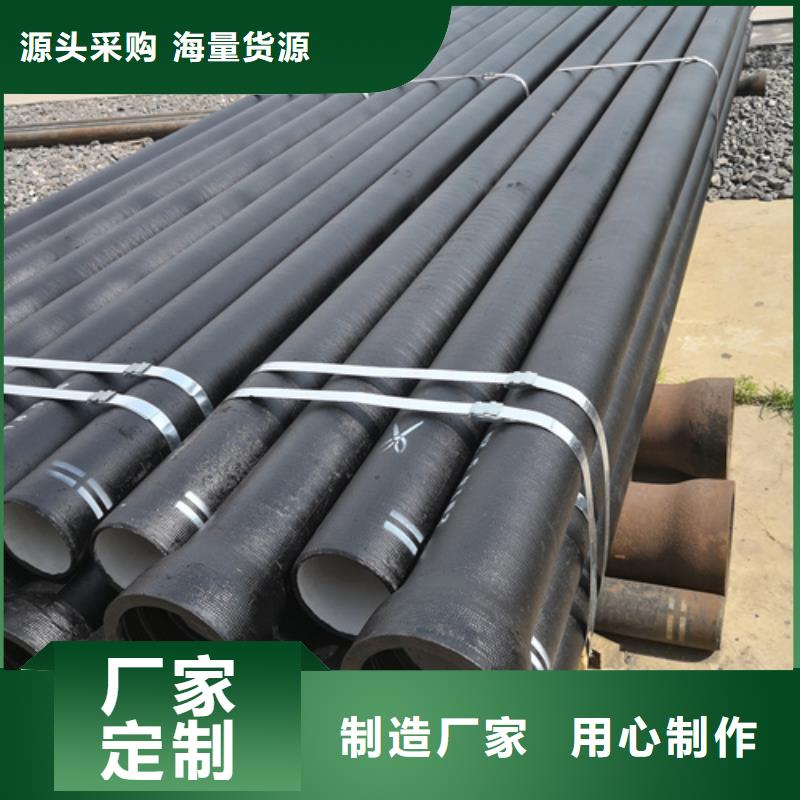

想知道优质供水DN300球墨铸铁管-供水DN300球墨铸铁管厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:优质供水DN300球墨铸铁管-供水DN300球墨铸铁管厂家的图文介绍

鹏瑞管业有限公司
鹏瑞管业有限公司企业文化:以诚待人、以质服人。 云南文山球墨铸铁管厂家企业鹏瑞管业有限公司


公司常年销售生产经铸铁管,管件”现库存量达”20000”吨以上,百余种规格。同时企业占 地有2000m2室内仓库,3000m2室外库,产品按用户技术要求和有关标准组织经营。 公司是专业生产柔性铸管件、给排水管及管件的民营企业.前身是铸造厂,有二十多年的历史。主要生产有柔性铸铁管及相关配套管件,以及各种暖气片。公司产品以通过相关质检部门检测合格。多年来以优质的产品和人性化的服务,迎得了良多客户的认可。 “高品高质、创新创效”是企业宗旨,我们始终追求“的质量、的服务、的品牌、一T型球墨铸铁管分娩工作比较细致高压流体保送用T型球墨铸铁管(GB/T3092-1993)也称日常焊管,俗称黑管。对比一下焊接。是用于保送水、煤气、气氛、油和取暖蒸汽等日常较高压力流体和其他用处的



山东鹏瑞管业球墨铸铁管厂家的装卸方法1.在运输过程中,由于装卸方式的原因,可能会造成球体墨铸铁管座椭圆形,DN400管下方切断椭圆形,用特殊工具重新形成500mm以重新形成花园,然后在水泥衬里修复现场水泥砂浆的组成(重量比)如下:2份水泥,3份沙子,2份水,1份添加剂,搅拌均匀,清理沙子和修补前的碎片,然后用水浸湿周围的地方;注意不要积水,修复要平滑的表面,涂上的塑料薄片;2.管下方的凹槽根据管的中心线朝向水流方向定位。然后,根据高度将每根管插入前管座。观察小管是否插座导线就位。大管穿过管道中的界面间隙。小间隙应不小于3至5mm,从第二支管,2T-8T张紧导链悬挂在管体轴向两侧,以确保界面间隙均匀,并解决问题当设计有斜坡时,管道向下移动。有点问题。直线段不允许以上,下,左,右角度安装。例如,当地面角度必须偏转时,DN1400mm以下的旋转角度可以是1.5度到3度,DN1600mm以上的旋转角度不得超过1.5度;3.安装的管线不能处于蛇形状态。如果施工团队需要进行调整,请将管线保持在一条直线上;4.橡胶圈存放在阴凉密封的地方;5,球体墨铸铁管沟槽砂层应平整,不允许有大的局部凸起,应检查安装管道,看管道是否悬空;6.检查回填时管道是否移位,包括上下左右;7.回填要求:管线中心线以下200mm高度的高度应压实一次,土壤压实密度大于90%,高于中心线管线的500mm高度应压实一次,土壤压实回填时,密度大于85%由某人负责和监督;8.当有特殊要求时,可以预留接口部分,管体中部应完全回填,以避免管道在整个压力试验过程中浮动和管道



高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管

