





想了解我们的珩磨管施工厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:珩磨管施工厂家的图文介绍

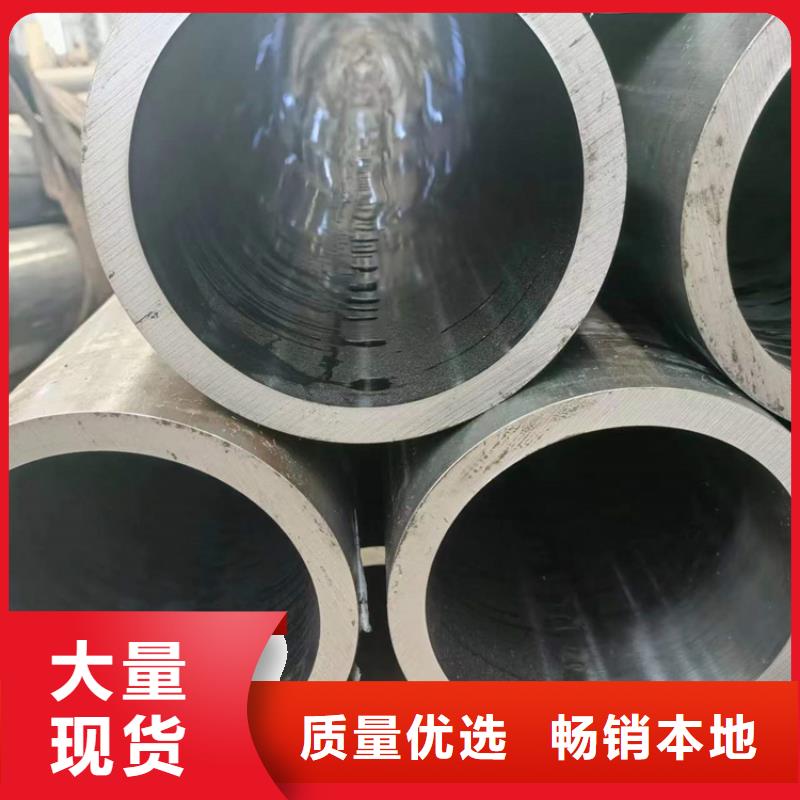
华尔网企业旺旺珩磨管绗磨管油缸管绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。


华尔网企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差



安达液压机械有限公司专注 河南平顶山珩磨管加工厂等产品,主营 河南平顶山珩磨管加工厂。本着“客户,诚信至上”的原则,与多家企业建立了长期的合作关系。热诚欢迎新老朋友前来参观、考察、洽谈业务。公司坐落于辽河路燕山路交叉口南500米东首,欢迎惠顾!


华尔网企业旺旺珩磨管绗磨管油缸管精密绗磨管上半年因为品种表现差异的关系,冷轧重点下游汽车行业的低迷因素,在供应没有主动减产前期,冷轧现货价格遇涨难涨,遇跌超跌的表现,导致热冷价差快速收缩;后期随着钢厂亏损以及订单不佳的双重因素叠加,各大钢厂均加入主动减产的行列,冷轧供需矛盾得到释放,尤其在8-9月份需求小幅回暖期间,冷轧现货价格更是表现坚挺,从而恢复了热冷价差。但随之,随着价差的恢复,冷轧表现一般的基本面很难以支撑价差的进一步扩大,因此一旦市场大环境有明显的波动,后期冷轧的价格压力还是存在为了使薄壁气缸管的生产效率更高,我们采取了新的生产工艺,通过强力研磨、自动化研磨的方式来生产。其中自动化研磨又包括使用电力或者超声波的研磨方式来完成生产任务。好的生产工艺,对于生产效率的提高是必然的,近年来,我们使用以上几种研磨方式来生产研磨管,获得了很大成效,对于内圆外圆的研磨已经不再是问题,相信在我们不断的努力中,一定能取得更好的工艺发展。



