



一分钟的时间,对于了解我们的小导管尖头机-质量保证产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:小导管尖头机-质量保证的图文介绍

建贸数控钢筋笼滚焊机厂家有限公司是一家专业生产 湖南邵阳小导管冲孔机的厂家,我公司位于石像镇老官赵村3组,交通方便、运输方便,生产经营优势明显。公司主要产品为 湖南邵阳小导管冲孔机。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!


功能介绍关注隧道施工先进技术,探讨隧道施工优化方案,分享工程施工员工非凡经历,展示前沿项目一线风采。摘要:隧道开挖后,为控制围岩变形,增加结构度和方便施工,立即施作刚度较小并作为 承载结构一部分的结构层,成为初期支护。本文中详细介绍了初期支护的施工技术,包括超前小导管施工、钢拱架施工、系统锚杆施工、钢筋网片施工、和喷射混凝土施工五个部分。施工程序为:施工准备→风钻钻孔→顶入钢管→连接管路→压水试验→有无渗漏→注浆→检查加固效果→停止注浆→下步工序施工。注浆施工前应对不同水灰比、掺加不同掺和料和不同外加剂的浆液进行试验,选择适合的浆液和配比,按照配比准确计量,严格按顺序加料,搅拌后的浆液必须经筛网过滤后方可进入注浆机。
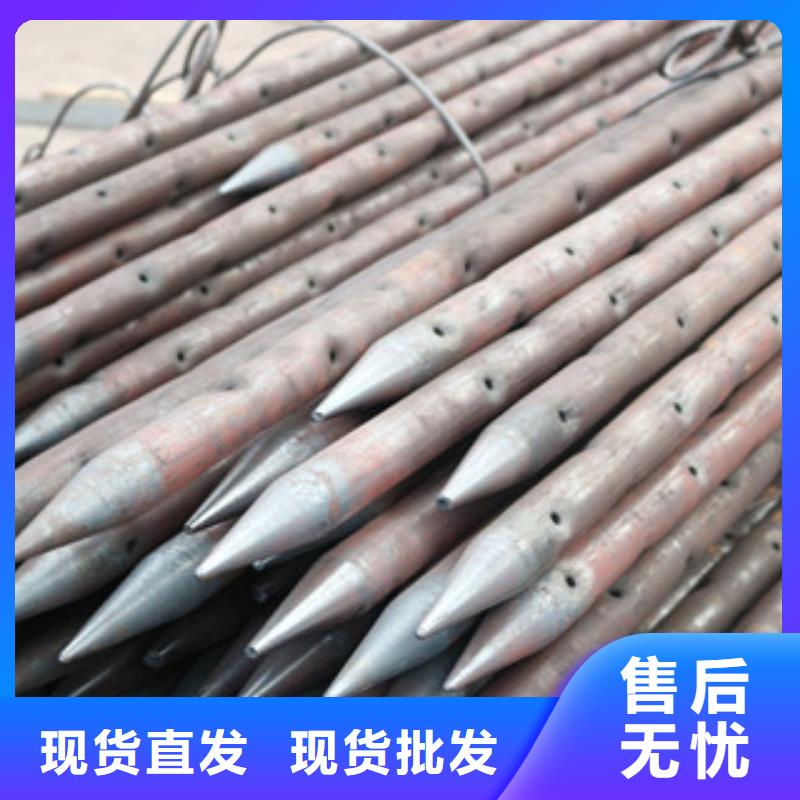
超前小导管配合型钢或格栅钢架使用,应用于隧道Ⅳ、Ⅴ级围岩拱部超前注浆预支护,其纵向搭接长度Ⅰ型、Ⅱ型超前小导管不小于1m,Ⅲ型超前小导管不小于1.5m。A.超前导管规格:符合设计要求;B.小导管环向间距:符合设计要求;C.倾角:符合设计要求;D.注浆材料:符合设计要求;E.设置范围:拱部140°范围。小导管前端做成尖锥形,尾部焊接Φ6mm钢筋加劲箍,管壁上每隔15cm梅花型钻眼,眼孔直径为10mm,尾度50cm不钻孔。小导管构造见下图。3小导管安装A.测量放样,在设计孔位上做好标记,用风动凿岩机钻孔,孔径较设计导管管径大3~5mm。B.成孔后,将小导管按设计要求插入孔中,或用凿岩机直接将小导管从型钢钢架上部、中部打入。
钢管顶入钻孔长度≥90%管长,顶管至设计孔深后,将孔口用水泥—水玻璃胶泥将钢花管与孔壁之间的缝隙封堵。外露20cm支撑于开挖面后方的钢架上,与钢架共同组成预支护体系。4注浆按照设计要求选择单液浆或双液浆。按试验阶段确定的浆液配合比进行拌合,注浆前先喷射混凝土5~10cm厚封闭掌子面,形成止浆盘。注浆前先冲洗管内沉积物,浆液先稀后浓,由下至上顺序进行。单孔注浆压力达到设计要求值,持续注浆10min且进浆速度为开始进浆速度的1/4或进浆量达到设计进浆量的80%及以上时注浆方可结束,注浆结束后管内灌入M10水泥砂浆封口。注浆施工中认真填写注浆记录,随时分析和改进作业,并注意观察施工支护工作面的状态。注浆参数应根据注浆试验结果及现场情况调整。
5注浆异常现象处理A.串浆时及时堵塞串浆孔。B.泵压突然升高时,可能发生堵管,应停机检查。C.进浆量很大,压力长时间不升高,应重新调整砂浓度及配合比,缩短胶凝时间。1技术要求(1)钢架按设计尺寸在洞外下料分节焊接制作,制作时严格按设计图纸进行,保证每节的弧度与尺寸均符合设计要求,每节两端均焊连接板,节点间通过连接板用螺栓连接牢靠,加工后必须进行试拼检查,严禁不合格品进场。(2)钢架应在初喷混凝土后及时架设。(3)钢架用钢材的规格、型号、材质满足设计要求和 有关现有技术标准的规定。钢架不宜在受力较大的拱顶及其它受力较大的部位分节。格栅钢架的主筋直径不宜小于18mm,且焊接应符合设计要求。安装前应底脚的虚碴及杂物;
超前小导管配合型钢或格栅钢架使用,应用于隧道Ⅳ、Ⅴ级围岩拱部超前注浆预支护,其纵向搭接长度Ⅰ型、Ⅱ型超前小导管不小于1m,Ⅲ型超前小导管不小于1.5m。A.超前导管规格:符合设计要求;B.小导管环向间距:符合设计要求;C.倾角:符合设计要求;D.注浆材料:符合设计要求;E.设置范围:拱部140°范围。小导管前端做成尖锥形,尾部焊接Φ6mm钢筋加劲箍,管壁上每隔15cm梅花型钻眼,眼孔直径为10mm,尾度50cm不钻孔。小导管构造见下图。3小导管安装A.测量放样,在设计孔位上做好标记,用风动凿岩机钻孔,孔径较设计导管管径大3~5mm。B.成孔后,将小导管按设计要求插入孔中,或用凿岩机直接将小导管从型钢钢架上部、中部打入。
钢管顶入钻孔长度≥90%管长,顶管至设计孔深后,将孔口用水泥—水玻璃胶泥将钢花管与孔壁之间的缝隙封堵。外露20cm支撑于开挖面后方的钢架上,与钢架共同组成预支护体系。4注浆按照设计要求选择单液浆或双液浆。按试验阶段确定的浆液配合比进行拌合,注浆前先喷射混凝土5~10cm厚封闭掌子面,形成止浆盘。注浆前先冲洗管内沉积物,浆液先稀后浓,由下至上顺序进行。单孔注浆压力达到设计要求值,持续注浆10min且进浆速度为开始进浆速度的1/4或进浆量达到设计进浆量的80%及以上时注浆方可结束,注浆结束后管内灌入M10水泥砂浆封口。注浆施工中认真填写注浆记录,随时分析和改进作业,并注意观察施工支护工作面的状态。注浆参数应根据注浆试验结果及现场情况调整。
5注浆异常现象处理A.串浆时及时堵塞串浆孔。B.泵压突然升高时,可能发生堵管,应停机检查。C.进浆量很大,压力长时间不升高,应重新调整砂浓度及配合比,缩短胶凝时间。1技术要求(1)钢架按设计尺寸在洞外下料分节焊接制作,制作时严格按设计图纸进行,保证每节的弧度与尺寸均符合设计要求,每节两端均焊连接板,节点间通过连接板用螺栓连接牢靠,加工后必须进行试拼检查,严禁不合格品进场。(2)钢架应在初喷混凝土后及时架设。(3)钢架用钢材的规格、型号、材质满足设计要求和 有关现有技术标准的规定。钢架不宜在受力较大的拱顶及其它受力较大的部位分节。格栅钢架的主筋直径不宜小于18mm,且焊接应符合设计要求。安装前应底脚的虚碴及杂物;



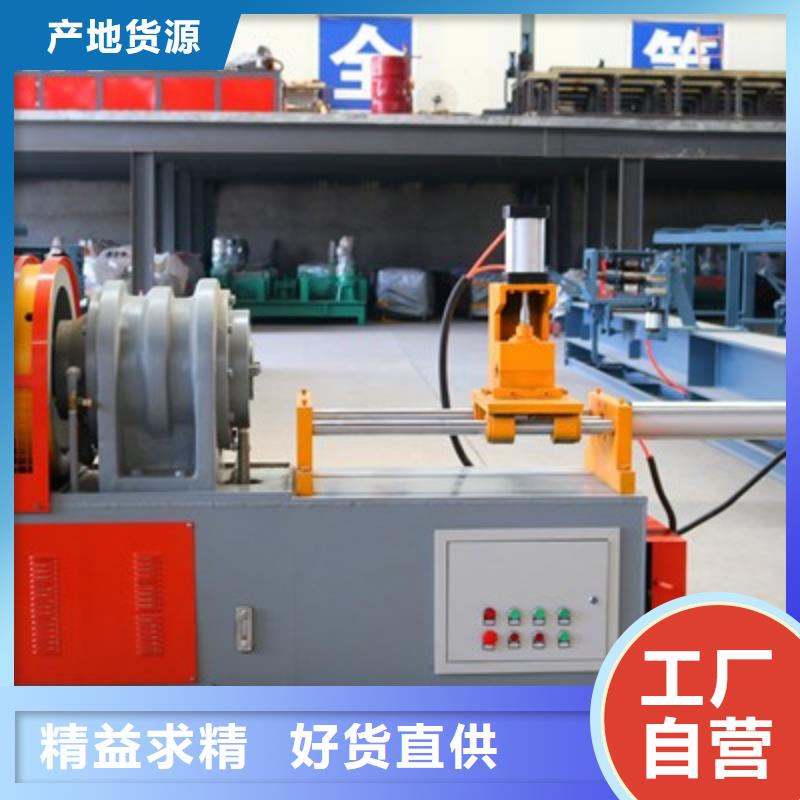
产品描述品牌宝润机械型 SJ42全自动超前小导管缩尖机是由徐研发部技术人员经过精心设计、多次实验而发明的全新工艺和设备,设备经过多次改良后,目前可以适合多数客户的使用需求。该设备可以实现超前小导管前端缩成圆锥型的尖头,原料通过自动送料机构送进高频感应加热炉、温度设置在再结晶温度850摄氏度左右,加热时间在6秒至8秒。
加热后的半成品被送进缩尖主机,缩尖主机中4片压型模具在高速时将管件加热区域逐渐缩成圆锥形。该设备采用简易流水线设计,、可靠,特别是缩尖主机采用全新静音技术设计,现场噪音更低。成型效果更好。
加热炉采用3根至少50平方的单芯铜线;(电源为380V50HZ);3、冷却水桶内注入百分之80水位的纯净水(软水更好),开启水泵,检测水路循环效果(系统不即为无误);4、接通气路,采用直径10mm的气管接通气源两联件AFL2000,?。
产品描述品牌宝润机械型 SJ42小导管尖头机安装调试搬运小导管尖头机适宜采用叉车搬运,并以小导管尖头机底部受力,小导管尖头机严禁倒置。严禁搬抬小导管尖头机头及电机、电器箱部位。安装小导管尖头机需水平放置在稳固的地基上,并作接地处理。
对钢管接头针对立管延伸的问题进行了研究,为您提供建筑钢管接头---钢管接头,来解决立管延伸问题好的设备会对此两项做专门控制,而一些质量低劣的设备是不控制上述两项参数的当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时,将会影响管材的缩管质量注油打开油箱盖,油箱中加入68#抗磨液压油到油位表2/3位置。
加热后的半成品被送进缩尖主机,缩尖主机中4片压型模具在高速时将管件加热区域逐渐缩成圆锥形。该设备采用简易流水线设计,、可靠,特别是缩尖主机采用全新静音技术设计,现场噪音更低。成型效果更好。
加热炉采用3根至少50平方的单芯铜线;(电源为380V50HZ);3、冷却水桶内注入百分之80水位的纯净水(软水更好),开启水泵,检测水路循环效果(系统不即为无误);4、接通气路,采用直径10mm的气管接通气源两联件AFL2000,?。
产品描述品牌宝润机械型 SJ42小导管尖头机安装调试搬运小导管尖头机适宜采用叉车搬运,并以小导管尖头机底部受力,小导管尖头机严禁倒置。严禁搬抬小导管尖头机头及电机、电器箱部位。安装小导管尖头机需水平放置在稳固的地基上,并作接地处理。
对钢管接头针对立管延伸的问题进行了研究,为您提供建筑钢管接头---钢管接头,来解决立管延伸问题好的设备会对此两项做专门控制,而一些质量低劣的设备是不控制上述两项参数的当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时,将会影响管材的缩管质量注油打开油箱盖,油箱中加入68#抗磨液压油到油位表2/3位置。


联合支护前面分别介绍了锚杆(系统锚杆、局部锚杆)、混凝土、混凝土、纤维混凝土、钢拱架(型钢拱架或格栅拱架)等常规支护。在工程中,为适应地质条件和结构条件变化,常将各种单一结构进行恰当组合,共同构成较为合理的、有效的、经济的支护结构体系,通常为联合支护。目前在工程中,作为初期支护,使用多的组合形式是锚杆(主要指系统锚杆)加混凝土(喷)。因此,初期支护可以称为锚喷支护,它是一种基本的组合形式。联合支护施工不仅应满足各部件安设施工的技术要求,还应该注意以下事项(1)联合支护宜联不宜散,彼此要直接的牢固相连,以充分发挥联合支护效应(2)及钢拱架要尽可能多的与锚杆头焊连,锚杆头要适量露头。(3)及钢拱架要被混凝土所包裹、覆盖、和钢拱架包裹密实。(4)分次施作的联合支护,应尽快将其连接,如超前锚杆与系统锚杆及钢拱架链接。(5)分次施作的联合支护,应在量测指导下进行设计施作,以做到及时有效,并作适当。工字钢拱架作流程施工进场的工字钢应是入围厂家的产品,进场时应检查随车携带的合格证及材质证明书。进场后应分类分厂家存放,储存于地面以上0.3m的平台、垫木或其他支承上并覆盖,防止锈蚀。钢材经实验室人员取样检测合格并现场标识后,方可用于主体工程。现场应配备有满足要求的工字钢冷弯机等设备加工场地应硬化完成,工字钢冷弯机加油接电,保证性能良好。在加工区内进行工字钢拱架分节段大样放样,制作钢拱架模型并固定。工字钢拱架制作按下发的有效施工图纸在加工场地内现场绘制1:1的大样(场地必须平整),严格放样尺寸。工字钢根据工艺要去预留焊接收缩余量及切割加工余量。工字钢拱架弯曲采用工字钢冷弯机弯制,加工钢拱架周边拼装允许偏差±30mm;平面翘曲应小于20mm,保证钢拱架架立的垂直度,对不符合要求的钢拱架不得用于正洞施工。



