



对于201不锈钢复合管桥梁栏杆实力厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:201不锈钢复合管桥梁栏杆实力厂家的图文介绍
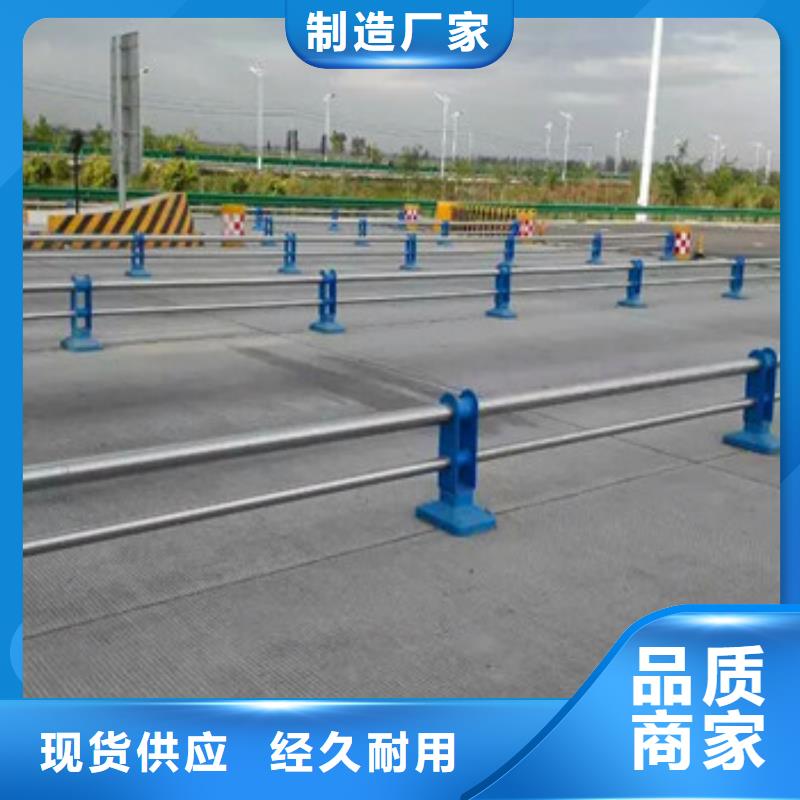
内衬不锈钢复合管是不锈钢复合管的重要的一种重要地组成部分,它的应用范围是用在一些基础的设施建设以及各种的工程中的。内衬不锈钢复合管在一些主要地市政工程中必须要进行使用的,它承担着很多的工程和技术的能力的,内衬不锈钢复合管在进行施工的时候是要注意各种的的问题的,只有这样的话才会保证为基本的使用和效果的实现过程。以下是根据多年的工程和建设的基本的经验的出来的,供大家进行参考:
内衬不锈钢复合管
管道切割时管端的不锈钢层易受碳钢腐蚀所以切割后端部用不锈钢半圆锉刀或圆锉刀进行打磨处理使切口部位齐整,不锈钢层紧贴碳钢
管道切割或套丝完成后,应将管端的毛刺油渍清理干净以免出现堵塞出黄水的现象
管道的端头及开口断面处必须打SL-1食品级防腐密封胶
焊接时管道与管道的对接、管道与管件的对接通过分层焊接以保证内层不锈钢层完整性和外层碳钢层的强度
螺纹连接时管道外螺纹长度必须大于管件的内螺纹长度,使管道管件紧密连接整个管路系统形成一个防腐性能良好的整体。
沟槽连接时管道输送热水的沟槽式管接头应采用耐温型橡胶密封圈
以上是内衬不锈钢复合管的主要的施工的过程和重要的技术方面的问题,供大家进行参考。在施工中一定要注意相关的问题,和质量都是要进行把握的。内衬不锈钢复合钢管执行城镇建设行业标准CJ/T192-2004,是在钢管内壁复合薄壁不锈钢管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、输天然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机械强度高,可采用焊接、沟漕、螺纹连接,密封性好的优点,克服了镀锌钢管易腐蚀,采用热熔连接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的升级换代的理想产品。
内衬不锈钢复合管
管道切割时管端的不锈钢层易受碳钢腐蚀所以切割后端部用不锈钢半圆锉刀或圆锉刀进行打磨处理使切口部位齐整,不锈钢层紧贴碳钢
管道切割或套丝完成后,应将管端的毛刺油渍清理干净以免出现堵塞出黄水的现象
管道的端头及开口断面处必须打SL-1食品级防腐密封胶
焊接时管道与管道的对接、管道与管件的对接通过分层焊接以保证内层不锈钢层完整性和外层碳钢层的强度
螺纹连接时管道外螺纹长度必须大于管件的内螺纹长度,使管道管件紧密连接整个管路系统形成一个防腐性能良好的整体。
沟槽连接时管道输送热水的沟槽式管接头应采用耐温型橡胶密封圈
以上是内衬不锈钢复合管的主要的施工的过程和重要的技术方面的问题,供大家进行参考。在施工中一定要注意相关的问题,和质量都是要进行把握的。内衬不锈钢复合钢管执行城镇建设行业标准CJ/T192-2004,是在钢管内壁复合薄壁不锈钢管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、输天然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机械强度高,可采用焊接、沟漕、螺纹连接,密封性好的优点,克服了镀锌钢管易腐蚀,采用热熔连接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的升级换代的理想产品。



现在正是我国经济建设高速发展的时期,各项的事业都是需要进行建设的,尤其是在工业领域更是蒸蒸日上的发展起来的,发展的过程中是离不开钢材的发展,而不锈钢复合管是工业建材的,在推动我国的经济建设和改善民生上发挥着巨大的意义和作用。因为不锈钢复合管的性能比较好,使用的范围比较广泛,因而对于它的应用和需求都是比较大的,给我国的经济建设发挥着重要地作用的!
随着现在技术的发展,早起的不锈钢复合管压力管道系统,因为在生产时由于钢带成型困难,焊接工艺难度大。施工中,管道连接方式仅为管件连接,因PSP管材口径较大,所用铜管件、不锈钢管件造价高;铸铁管件防腐性能差,不能确保管道系统的使用寿命的问题得到了解决,现在复合管的应用也得到了普及。



经过十多年的辛勤努力,鑫海达不锈钢复合管护栏厂有限公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费设计规划,提供专业的技术培训,而且派技术人员现场指导安装 浙江杭州不锈钢复合管栏杆,做到了上门服务与网络在线服务相结合,赢得了客户们的广泛赞誉,成就了信誉至上、品质优良、服务贴心的品牌服务


双金属复合管坯的成型原理是利用离心铸造技术,分层浇铸不同成分的金属液,使内外金属的熔合层控制在一定厚度范围内,形成完全的冶金熔合。双金属复合管坯的卧式离心生产工艺流程为:管模清理→预热→喷挂涂料→烘干→上端盖→启动离心机→(外层金属液熔炼)浇铸外层→(内层金属液溶炼)浇铸内层→毛坯→加工成复合管坯管坯。
离心浇铸成双金属复合管坯后,坯料需要进行内外表面加工。与单金属坯料加工的主要区别:双金属坯料加工之前需要对中径进行核实,根据中径的实际尺寸来确定外径和内径的加工尺寸;表面的加工粗糙度根据不同的材料分别要求,一般为碳钢、合金钢Ra≤6.3μm,不锈钢Ra≤3.2μm,镍基合金Ra≤1.6μm。
挤压工艺的控制要点:
(1)加热。由于两层金属的高温塑性变形不一样,加热温度的设定原则是避易就难,比如10/GH600双金属复合管的加热温度只考虑GH600的高温塑性区;
(2)润滑。玻璃粉的选择既要考虑内外层的温度,又要考虑不同的材料特性;
(3)挤压速度。由于两层金属的高温流动特性不一样,挤压速度将折中选择,使两种材料的金属流动速度接近,减少两层金属的拉应力,避免造成拉裂。
双金属复合管由于具有独特的功能性、经济性,应用将越来越广泛。从2004年开始,新兴铸管采用“离心浇铸+挤压”工艺生产双金属复合管,经过数百支坯料及管材的试制,攻克了坯料浇铸及挤压技术上的各种难题,成功开发了30多种不同规格、不同钢种组合的具有冶金结合的双金属复合管,并已应用到各种行业。应用结果证明:离心铸造管坯挤压复合管具有的内外层金属结合力,便于制作各种管件,可以实现内外层金属强韧性互补,可以避免应力集中,提高管线的性能。该产品可以应用于锅炉、石油、耐磨输送环境、海洋液体输送等领域。
离心浇铸成双金属复合管坯后,坯料需要进行内外表面加工。与单金属坯料加工的主要区别:双金属坯料加工之前需要对中径进行核实,根据中径的实际尺寸来确定外径和内径的加工尺寸;表面的加工粗糙度根据不同的材料分别要求,一般为碳钢、合金钢Ra≤6.3μm,不锈钢Ra≤3.2μm,镍基合金Ra≤1.6μm。
挤压工艺的控制要点:
(1)加热。由于两层金属的高温塑性变形不一样,加热温度的设定原则是避易就难,比如10/GH600双金属复合管的加热温度只考虑GH600的高温塑性区;
(2)润滑。玻璃粉的选择既要考虑内外层的温度,又要考虑不同的材料特性;
(3)挤压速度。由于两层金属的高温流动特性不一样,挤压速度将折中选择,使两种材料的金属流动速度接近,减少两层金属的拉应力,避免造成拉裂。
双金属复合管由于具有独特的功能性、经济性,应用将越来越广泛。从2004年开始,新兴铸管采用“离心浇铸+挤压”工艺生产双金属复合管,经过数百支坯料及管材的试制,攻克了坯料浇铸及挤压技术上的各种难题,成功开发了30多种不同规格、不同钢种组合的具有冶金结合的双金属复合管,并已应用到各种行业。应用结果证明:离心铸造管坯挤压复合管具有的内外层金属结合力,便于制作各种管件,可以实现内外层金属强韧性互补,可以避免应力集中,提高管线的性能。该产品可以应用于锅炉、石油、耐磨输送环境、海洋液体输送等领域。



