

如果你想要更深入地了解我们的延川县20#厚壁无缝钢管专业制造厂家产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
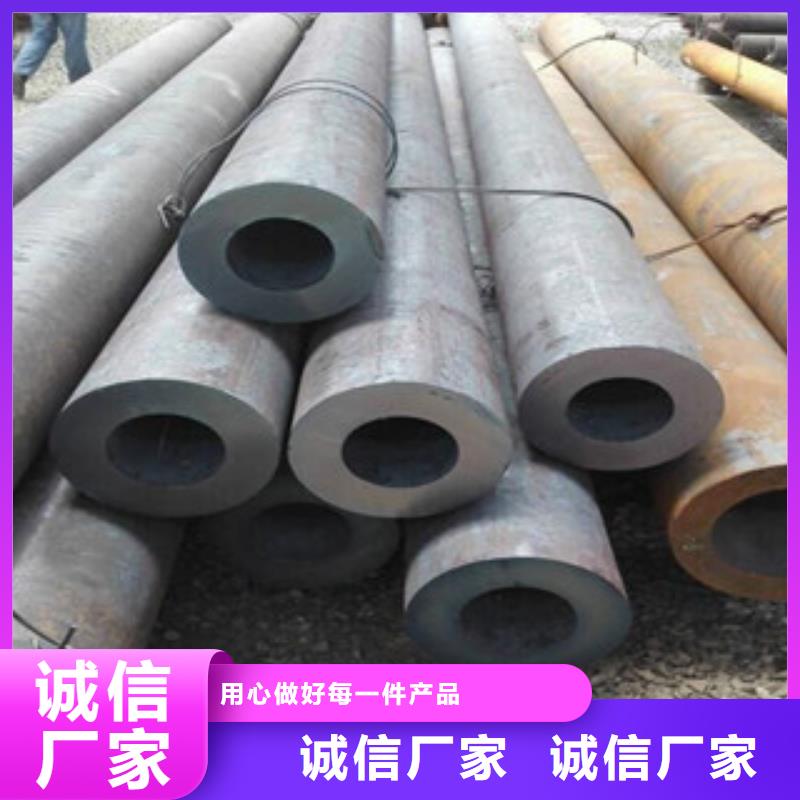
以下是:延川县20#厚壁无缝钢管专业制造厂家的图文介绍
坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 陕西延安镀锌管产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 陕西延安镀锌管产品和优质的服务。


上周20G高压无缝钢管期价受到周初澳洲飓风对于港口发货持续影响而连续大幅度上涨。带动黑色板块震荡偏强,无缝钢管期价同样走势偏强,现货价格也是有所上涨,成材基差均有所收窄。RB01合约上周基差从730下降至682,RB05合约基差从263收窄至192.5,RB10合约基差从553大幅度收窄至488.5。
热卷主力合约上周同样走势偏强,现货价格也同样有所上涨。HC01合约基差上周从560收窄至506,HC05合约基差从109收窄至54,HC10合约从396收窄至333。铁矿石期价上周由于澳洲飓风持续影响,巴西较高矿山无法排除风险因素等力多因素而连续大幅度上涨,现货也跟随上涨,I01合约基差上周从120扩大至138.4,I05合约基差从41.2收窄至30.9,I09合约基差从83.2扩大至91.4。钢管制成后,涂上合成树脂、聚乙烯等提高防腐性,管边接缝处多进行二次加工后销售。但是,作为小口径产品的生产效率是低的。螺旋焊管制造方法如图1所示。2.电焊管——它是将带状的热轧板卷连续地卷成筒状,不使用焊接材料,在接缝处用电阻焊接(ERW)的钢管,是高频电流的表皮效果与近接效果的巧妙利用,将接缝处进行结合的加热焊接。以前的焊管质量较低的原因是由于采用低频电流焊接。
20G高压无缝钢管行业对环境影响主要包括有组织排放、无组织排放和运输环节排放,受关注度 的烧结机机头,排放的污染物占到有组织排放的60%。
对此《意见》针对不同排放类型提出指标限值和管控措施,实现全流程、全过程环境管理。比如《意见》明确,烧结机机头、球团焙烧烟气的颗粒物、二氧化硫、氮氧化物排放浓度小时均值分别不高于10、35、50毫克/立方米,其他主要污染源原则上分别不高于10、50、200毫克/立方米;大宗物料等清洁运输比例不低于80%等。
贺克斌说,《意见》对超低排放要求并不是“一刀切”,对烧结机和其他主要污染源分别提出不同限值,还要求20G高压无缝钢管企业制定“一厂一策”治理方案,确保长期连续稳定运行等都体现了《意见》的差异化管理。
“20G高压无缝钢管工业是流程工业,生产工艺环节众多,其超低排放与燃煤电厂超低排放本质的区别是,必须是生产全流程所有生产环节满足超低排放的要求。”冶金工业规划研究院院长李新创说,因此,《意见》还要求大宗物料产品采取清洁运输,汽车运输部分应全部采用新能源汽车,或达到国六排放标准的汽车,2021年底前可采用国五排放标准汽车等。
弹性标准助企业创新和绿色发展


6年4月201,6942万吨全 出产粗钢,42万吨生铁58,68万吨钢材96,的会员钢铁企业共出产粗钢5270万吨这此中纳入中国钢铁工业协会月报统计,11万吨生铁51,19万吨钢材51,量的75.91%别离占天下粗钢产,的87.49%天下生铁产量,的52.94%天下钢材产量。
荐指出相关推,际看主国,经济逐渐苏醒伴跟着世界,有所提拔钢铁需求,升了20G高压无缝钢管产物的本钱而铁矿石价钱的升高也推。 况看主国,的持久启动增大了对钢材的需求量我国部门电设备项目扶植项目。外此,逐渐出台有关办法,逐渐呈隐了政策效应。
目前国内通行的20G高压无缝钢管合金工艺十分简单,锌冶炼厂要生产锌合金,只需增设一台中频无芯感应炉制备中间合金,将原来用于熔化锌片的大功率感应电炉进行改造,在炉顶中央开设一个孔,增加一套搅拌装置,经过计量配入中间合金,搅拌混合,浇铸即可。
这种生产模式的特点是工艺简单,利用现有铸锭熔化炉进行改造容易,为锌冶炼厂广泛采用,但是该工艺有几个方面的不足。根据有芯感应电炉的加热特性,要有启熔体电炉才能工作。即炉内金属液面的 度,必须保证能够浸没感应体的感应沟槽。因此,每次配好一炉锌合金,只能浇铸1/3左右(即剩余金属液面保证在启熔高度以上) ,就必须加入锌片熔化,重新配制下一炉间歇式熔化。当进行合金配制、搅拌和炉前分析时,只能停止加热或保温,大功率感应炉的连续熔化优势发挥不出来,搅拌器的吊出吊进操作麻烦。
荐指出相关推,际看主国,经济逐渐苏醒伴跟着世界,有所提拔钢铁需求,升了20G高压无缝钢管产物的本钱而铁矿石价钱的升高也推。 况看主国,的持久启动增大了对钢材的需求量我国部门电设备项目扶植项目。外此,逐渐出台有关办法,逐渐呈隐了政策效应。
目前国内通行的20G高压无缝钢管合金工艺十分简单,锌冶炼厂要生产锌合金,只需增设一台中频无芯感应炉制备中间合金,将原来用于熔化锌片的大功率感应电炉进行改造,在炉顶中央开设一个孔,增加一套搅拌装置,经过计量配入中间合金,搅拌混合,浇铸即可。
这种生产模式的特点是工艺简单,利用现有铸锭熔化炉进行改造容易,为锌冶炼厂广泛采用,但是该工艺有几个方面的不足。根据有芯感应电炉的加热特性,要有启熔体电炉才能工作。即炉内金属液面的 度,必须保证能够浸没感应体的感应沟槽。因此,每次配好一炉锌合金,只能浇铸1/3左右(即剩余金属液面保证在启熔高度以上) ,就必须加入锌片熔化,重新配制下一炉间歇式熔化。当进行合金配制、搅拌和炉前分析时,只能停止加热或保温,大功率感应炉的连续熔化优势发挥不出来,搅拌器的吊出吊进操作麻烦。




