


我们精心制作的40cr厚壁大口径钢管焊接产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
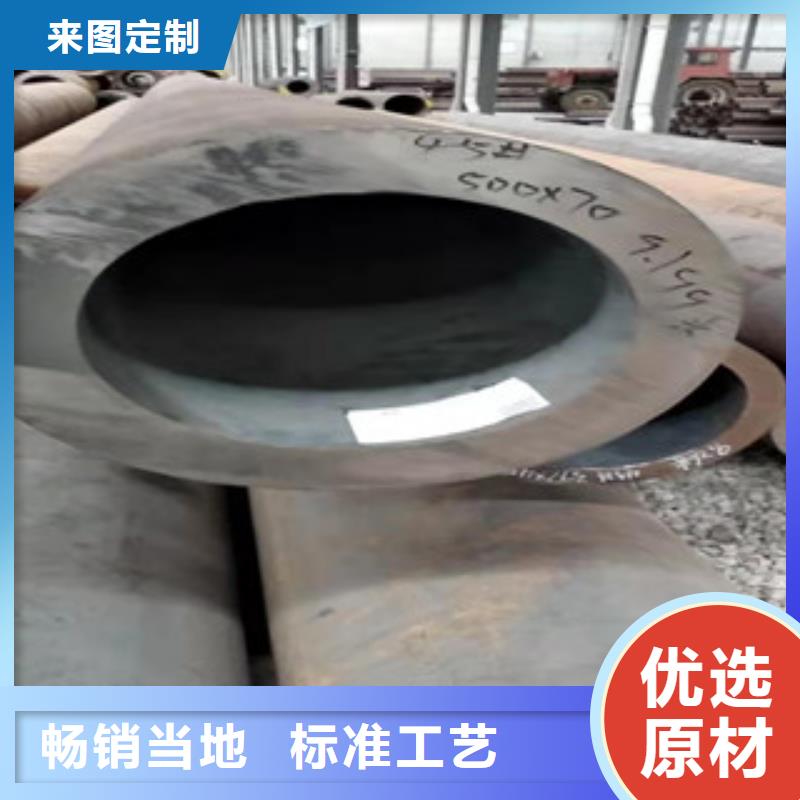
以下是:40cr厚壁大口径钢管焊接的图文介绍

山东顺泽金属制品有限公司对40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.


新策钢管有限公司通过多年研发 湖南衡阳20#绗磨管产品.耐用可靠.适应各种安装要求.已在 湖南衡阳20#绗磨管业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 湖南衡阳20#绗磨管产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 湖南衡阳20#绗磨管产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。



加气砼等建筑用材市场,受季节性因素影响,预计12月份建材市场需求下降,产品价格弱势下行。
会议明确12月份经营思路:稳定生产、加强协调;严控费用、强化清欠;优化库存、合理储备;积极筹划、稳健经营。
2018年度收官在即,魏志斌要求,一是集团公司各单位要增强主动意识,强化组织运营,加强内部协调配合,全力以赴确保全年经营预算目标任务的完成。同时,各单位针对2018年实际生产经营情况进行系统总结分析,查找不足,制定有效措施,提前布局,为2019年生产经营工作开好局。二是各单位要不断夯实基础,加强生产管理,持续开展生产整顿整改。同时加强重点物料的储备,****冬季用料,确保集团公司冬季生产经营稳定顺行。三是集团各成员单位要紧密配合,坚持环保优先原则,认真落实环保主体责任,加强污染治理设施运行管理,深入推进环境隐患排查,确保污染物达标排放,污染防治水平。


40cr钢管化学成份和力学性能:成分: 硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1% 调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 调质处理规范:淬火温度850±10℃,油冷;回火温度520±10℃,水、油冷却。
40Cr的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr钢管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40Cr氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40cr钢管调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,比较常用的是气体氮化.
40Cr的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr钢管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40Cr氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40cr钢管调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,比较常用的是气体氮化.



