

想要知道20#无缝钢管、20#无缝钢管厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:20#无缝钢管、20#无缝钢管厂家的图文介绍


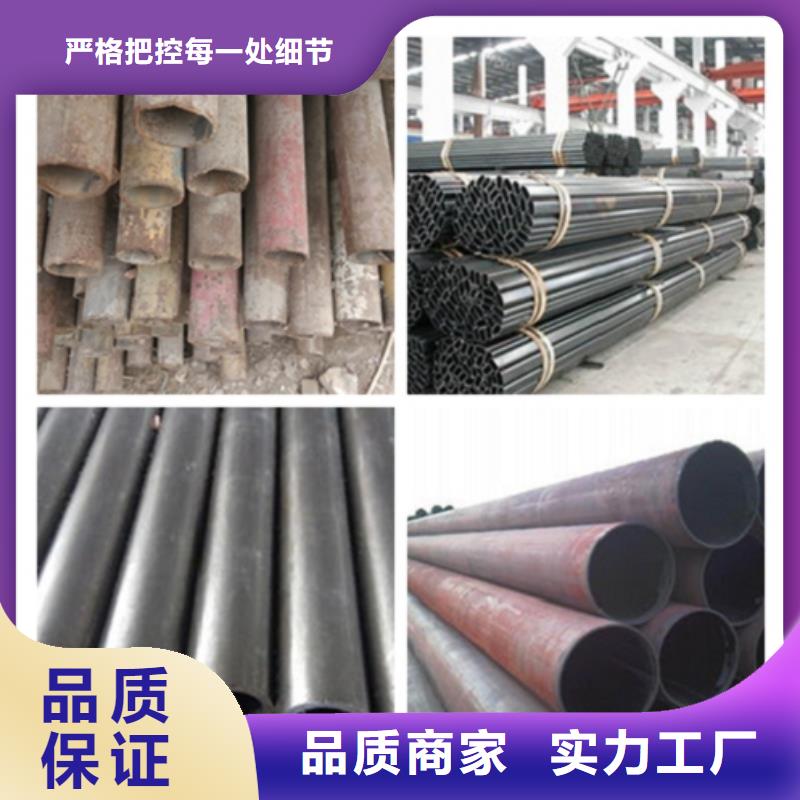
公司拥有现代化的标准厂房,先进的大型精密冷轧管机生产线十五条、完善的理化检测设备,年产冷轧精密无缝钢管10000吨。 规格范围:φ8~φ200×1.5~25mm 材 质:碳素钢:Q235、10#、20#、35#、45# 轴承钢:GCR15 合金钢:20CR、40CR、42CRMO、35CRMO等 公司生产产品主要包括:轴承用冷轧无缝钢管、钢筋连接套筒用冷轧无缝钢管、非标中空丝杆用冷轧无缝钢管、机械加工用冷轧精密无缝钢管、汽车减震器用冷轧无缝钢管、摩托车减震器用冷轧无缝钢管、电机外壳专用无缝钢管 、液压和气动缸筒用精密内径无缝钢管等。 其显著特点是:1、冷轧无缝钢管公差尺寸精度高,产品精度控制±0.05mm;光洁度好;内外表面无氧化层,内壁清洁度好。2、冷轧无缝钢管的综合性能优良,能承受高压,冷弯、扩口、压扁不开裂,不皱皮,能作各种复杂变形及机械加工处理。3、精密无缝管的推广应用可以节约钢材,提高加工工效,减少加工工序和设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本。



无缝钢管生产工艺都是比较丰富的,一般是按照相应的步骤进行加工和生产的: 热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库 冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。



艾斯特钢材有限公司相伴一生,值得托付,为客户提供好的 甘肃庆阳大口径无缝钢管产品好的服务,是企业不懈的追求。


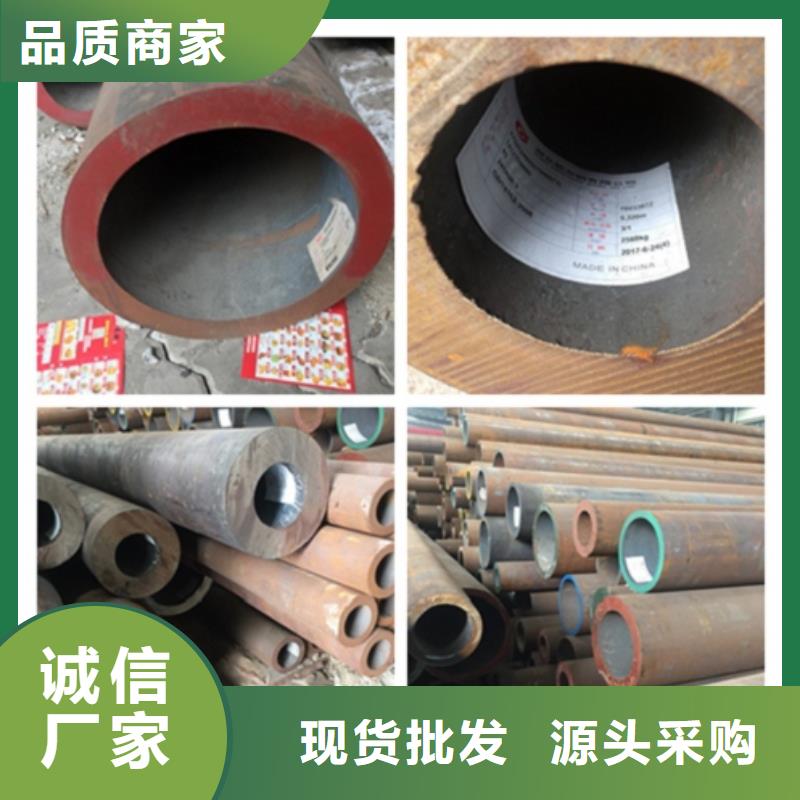
目前我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为120mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前国际轧管领域的发展趋势。 GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。



无缝钢管在钢管中的地位是比较高的,有着很多的比较大的因素,主要的使用量已经是占到了百分之九十以上,在各行业中都是应用到的。我国的无缝钢管厂家都是在广泛进行生产来的,截止目前我国每年的厂家的数量也是在不断地进行持续增加的,可见就是得益于无缝钢管的性质和生产条件进行决定的,常见的生产的工艺和流程比较复杂,具体的原因如下: 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。

