





冷拔无缝钢管的生产中75%以上的时间消耗在热处理、酸洗和润滑等中间工序上,且中间工序对拔管机能力的发挥和产品的质量也有很大的影响。因此尽量连拔可以减少中间工序,如采用磷化处理可以连拔2~3道,采用镀铜处理可在短芯棒拔制后增加一道空拔,但两道延伸系数不要超过1.4~1.6,高碳钢管与合金钢管不能用连拔工艺。
无缝管环形炉简述环形炉在热轧生产线中的作用是将管坯锯锯切之后的合格定尺管坯由常温(20℃)加热到1280±5℃以供穿孔机组进行穿孔工序。环形炉是目前世界上用于加热圆管坯的理想的工业炉炉型。此炉型的特点是炉底呈环形,在炉底驱动装置的作用下承载管坯由入料端旋转至出料端,再由出料机从出料炉门将加热好的管坯取出。在管坯随炉底运动过程中通过炉墙、炉顶等处的烧嘴加热达到合格的出料温度,并满足温度均匀性要求。为了达到理想的加热质量,从热工控制上将炉子从圆周方向上分成若干控制区,依次形成预热段、加热段、均热段,各段亦可再分若干控制区以提高控制精度,例如我厂环形炉就分成7个控制区,预热段一个控制区,加热段四个控制区,均热段一个控制区,后一个出料区。各控制区按不同的温度进行控制,实现对管坯的合理加热,达到要求的加热质量。各区的基本加热设备是烧嘴,烧嘴将助燃空气、燃料按合理的比例(空燃比)混合燃烧形成火焰加热管坯。其中燃料由管道系统供送,助燃空气是由鼓风机(助燃风机)经由换热器加热,再由空气管道分配至各区烧嘴参与燃烧。而温度的调节由自动化控制系统通过调节管道上的阀门开度实现燃料及配风的流量来实现。而燃料燃烧产生的烟气通过烟囱排入大气。炉底、炉墙、烟道、烟囱等是由耐火材料砌筑而成的,以达到保温节能的效果。与其它的炉型相比,环形炉具有以下优点:★环形炉适合加热圆管坯,并能适应各种不同直径和长度的复杂坯料组成,易于按管坯规格的变化调整加热制度。★管坯在炉底上间隔放置,坯料能三面受热,加热时间短,温度均匀,加热质量好。★管坯在加热过程中随炉底一起转动,与炉底之间没有相对运动和摩擦,氧化铁皮不易脱落。炉子除装出料门外无其它开口,严密性好,冷空气吸入少,因而氧化烧损较少。★炉内管坯可以出空,也可以留出不装料的空炉底段,便于更换管坯规格,操作调度灵活。★装料、出料和炉内运转都能自动运行,操作的机械化和自动化程度高。环形炉的缺点是:炉子是圆形的,占用车间面积较大,平面布置上比较困难;管坯在炉底上呈辐射状间隔布料,炉底面积的利用较差,单位炉底面积的产量较低。目前,国际上DALMING厂环形炉中径为φ46m。ALGOMA厂环形炉中径为φ36m,国内宝钢环形炉中径为φ35m,成都无缝厂环形炉中径为φ20m,包头无缝厂环形炉中径为φ35m,我厂一套环形炉中径φ48m,这些都是环形炉在无缝钢管厂使用的一些例证。我厂管坯加热采用环形炉,中径33.25m,年加热管坯量约为50万吨,造价近4000万。3.2.1.1 1布置环形炉在生产线中的布置和作用


低中压锅炉管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
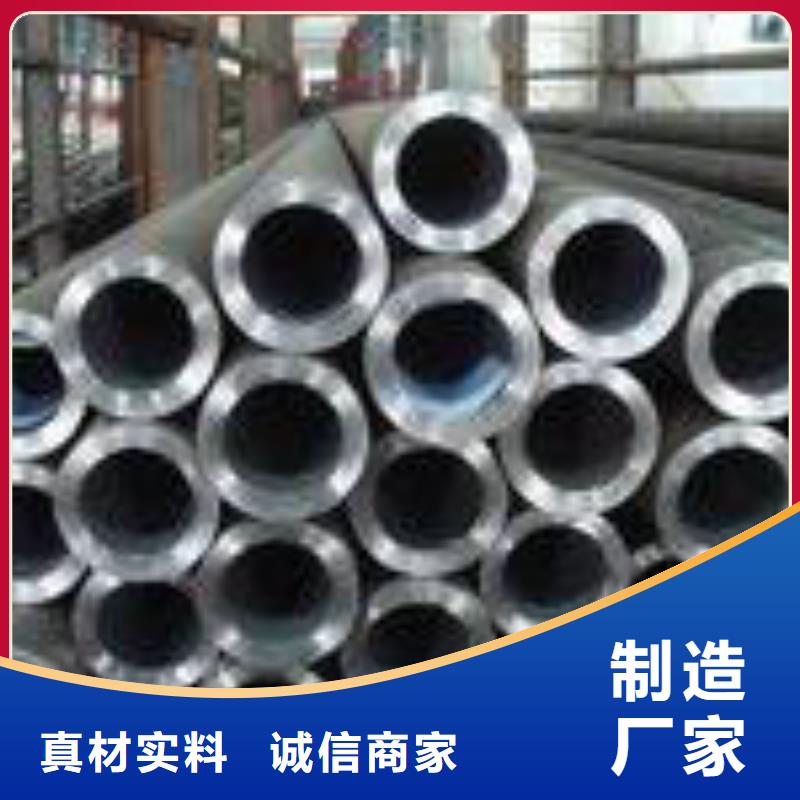
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
规格:无缝钢管的规格用外径*壁厚毫米数表示。
低中压锅炉用管是用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝钢管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。



顺成钢管有限公司为了更好地满足客户需求,严格控制采购、销售、仓储和运输四大过程。在质量方针“客户需求至上,环保,塑造 湖南岳阳冷拔管先锋,实现持续发展”的倡导下,我们借助于的运作、合理的价格、强大的配送设施,在 湖南岳阳冷拔管领域树立了良好的口碑,为广大用户搭建了集中采购、就近服务的资源讯息平台,并以厂方优惠价格,由用户休验品质,以提供服务为宗旨,坚持诚信、透明、公平、公正、合理的经营理念面向用户。


GB6479-2000标准化肥设备用高压无缝管每米重量计算方法(外径减壁厚/乘壁厚/乘以0.02466/等于每米的重量 公斤)比如108*10的 计算方法就是108减10等于98 98乘10等于980 980乘以0.02466等于24.16 89*10的GB6479-2000标准化肥设备用高压无缝管每米重24.16公斤
GB6479-2000标准化肥设备用高压无缝管的生产采用 锥形穿孔机 管坯穿孔是GB6479-2000标准化肥设备用高压无缝管生产过程中 重要的工序之一 它将实心的 管坯变为 空心坯 穿孔过程首先要保证穿制的毛管 壁厚均匀 椭圆度小 几何尺寸精度高 毛管的内外表面要光滑不能有结疤 折叠 划伤 裂纹 凹凸不平等缺陷



