


珠山dn350球墨铸铁管销售热线视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:珠山dn350球墨铸铁管销售热线的图文介绍
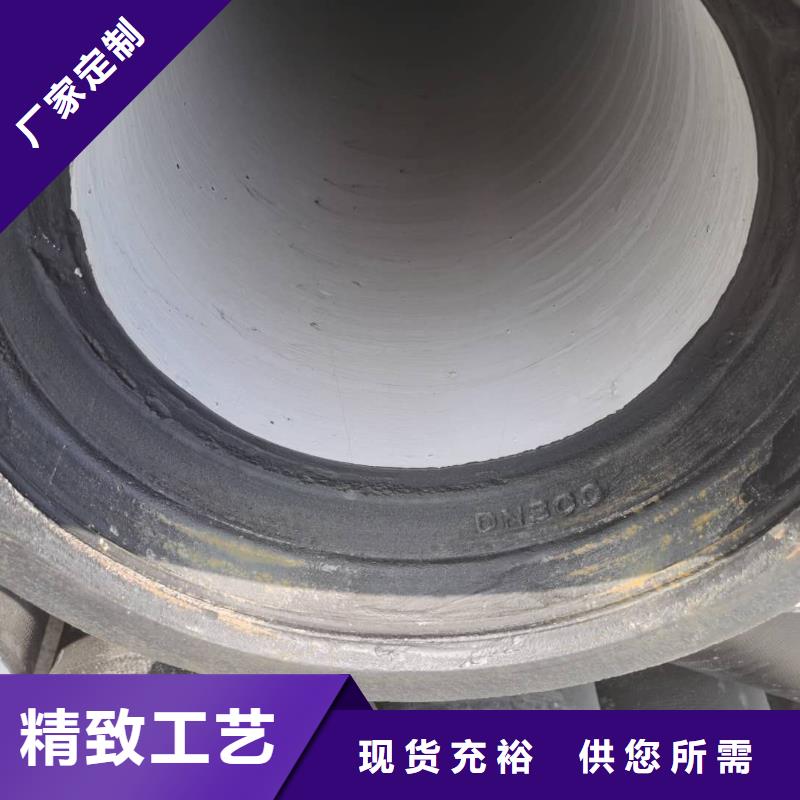
接口用密封胶圈所采人用的材料为耐疲劳强度极高的天然头发橡胶——执行ISO4633或GB13295标准。 球墨铸铁管件是日常给排水以及消防行业中使用比较广泛的一种管件,其主要作用就是连接球墨铸铁管,保证工程施工的顺利进行。那么,今天给大家介绍一下关于球墨铸铁管件的分类,希望能给大家带来一些参考作用。 球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级,因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好 球墨铸铁井盖在进行生产的过程中都会对表面进行抗腐蚀处理,这样可以从根本上提高井盖的使用性能,由于井盖长期在户外进行使用,环境因素以及车辆等因素都会对其造成一定的消耗损伤,所以腐蚀性的好坏非常的重要,下面就来给大家详细的介绍一下。 1、为了防止被侵蚀,延长管网使用寿命,球墨铸铁井盖的外表面还要涂敷一层沥青漆。为使它耐侵蚀性更进一步增强,需在它的外表面进行喷锌处理。


我公司球墨铸铁管标准产品技术标准本公司所以产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式发接口管道。 球墨铸铁管是指使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,简称为球管、球铁管和球墨铸管等。主要用于自来水的输送,是自来水管道理想的选择用料 1、外防腐 喷锌整条管材外表面作喷锌防腐处理——执行ISO8179标准喷锌量大于130克/平方米。 防腐漆在管材外表面作喷锌防腐处理的基础上再喷防腐漆——执行ISO8179标准防腐漆厚度大于70um,采用高氯化树脂漆。 水是城市发展、人民生活的重要保障,随着城市化的不断发展,供水成为市政工程的主要问题。近年来,管材技术发展较快,在管道建设和工程实践中,出现了不少值得研究反思的问题,有些属于设计问题,有些属于施工问题,有些属于二者兼而有之。更有甚者,原本是由于管材偷工减料造成了管事故,却给该种管材的运用造成很大的负面影响。 通过对各种不同管道的设计施工实践的总结,并结合不同管材应用认识上的经验教训,对几种长距离供水工程常用管材(钢管SP、玻璃钢夹砂管FRPM、球墨铸铁管DIP、预应力钢筒混凝土管PCCP、钢丝网骨架聚乙烯管SRTP)的设计和施工误区进行探讨。 一、管材选择 钢管(SP):可以承受极高内压和较高外压。用于供水管道工程的SP管径范围一般在DN600mm~DN2000mm,承压要求较高的工况应用较多,上限口径可达DN4000mm。采用SP必须考虑防腐蚀措施及阴极保护措施。 玻璃钢夹砂管(FRPM):是一种柔性复合材料管道,在国内以定长交叉往复缠绕式玻璃钢管应用较多,大多12m一节,重量轻、耐腐蚀、不结垢,内壁光滑阻力小,在相同管径、相同流量条件下比其他材质管道水头损失小。其缺点是外刚度相对小,管壁薄,脆性大,对基础不均匀沉陷的适应性差,对管道基础及管壁外侧回填料要求严格。 球墨铸铁管(DIP):是球墨铸铁熔化后离心热铸一次成型的管材,其内壁为喷水泥砂浆层,外壁采用喷锌及喷高分子涂料保护,具有耐磨、抗内外压强度高的特点,内压强度可达4MPa。其缺点是重量较重,大管径铸铁管件价格较高。



球墨铸铁管球墨铸铁型材高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力。由于球墨铸铁型材比普通灰口铸铁有较高强度、较好韧性和塑性,因此常常被用于制造内燃机、汽车零部件及农机具等球墨铸铁焊接性与灰铸铁有相同的一面,但又有其自身的一些特点。球墨铸铁管这主要表现在两方面。 (1)球墨铸铁的白口化倾向及淬硬倾向比灰铸铁大,这是因为球化剂 (当其加入量已可稳定获得球状石墨时)有阻碍石墨化及提高淬硬临界冷却速度的作用,所以,在焊接球墨铸铁时,同质焊缝及半熔化区更易形成白口,奥氏体区更易出现马氏体组织。 (2) 由于球铁的强度、塑性与韧性比灰铸铁高,故对焊接接头的力学性能要求也相应提高,常要求与各强度等级球墨铸铁母材相匹配。 3. 球墨铸铁气焊时的加热速度和冷却速度比较缓慢、均匀,可以有效防止白口、裂纹。气焊热源温度较低,球化元素蒸发、氧化烧损较少,容易实现球化。气焊火焰通常采用中性焰或弱还原焰。



健晖铸造有限公司一直专注 江西景德镇K9球墨铸铁管领域,是集研发、生产、销售为一体的 江西景德镇K9球墨铸铁管制造企业。历经十年的创新发展与沉淀,健晖铸造有限公司赢得了业界和使用者一致认可和尊重,更铸就了公司在 江西景德镇K9球墨铸铁管行业中的品牌地位。
我们的主要产品有: 江西景德镇K9球墨铸铁管。


球墨铸铁管应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之承口:在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 球墨铸铁管⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。在球墨铸管生产加工中,并不是十全十美的,除了产生一般缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。这些缺陷影响铸件性能,使铸件废品率。为了防止球墨铸管这些缺陷的发生,有必要对其进行分析并且精密铸造,总结出各种影响因素。球墨铸管球化不良和球化衰退影响因素分析(1)特征在银白色的断口上,分布有可见的黑点。且黑点多、直径大,球墨铸管表明球化不良的程度比较严重。 球墨铸铁管在观察显微组织时,除了球状石墨外,还存在大量的厚片状石墨。(2)产生的原因主要是因为原铁液中的含硫量过高或铁液严重氧化;球化元素残留量不足(球化剂加入量不足,球化剂中的镁含量不够或发生严重偏析,铁液温度过高,处理时球化剂烧损量较大;或处理温度低,球化剂粘结在包底等);铁液中有元素存在等。



