

想要更深入地了解我们的涂塑钢管【弹簧钢】出厂严格质检产品?那么请观看我们制作的视频,它比任何文字描述都更具体、更生动。
以下是:涂塑钢管【弹簧钢】出厂严格质检的图文介绍

泰聚管业有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 吉林吉林不锈钢角钢产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 吉林吉林不锈钢角钢每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 吉林吉林不锈钢角钢产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 吉林吉林不锈钢角钢产品设计及生产。


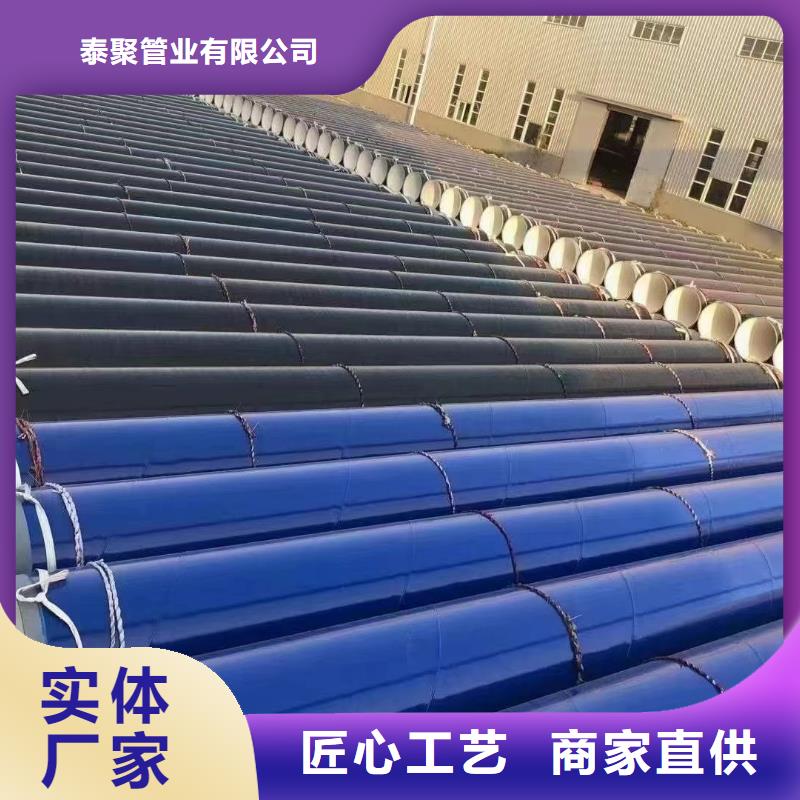
华尔网电力涂塑钢管是现在比较热门的线缆保护管,它通过热浸塑工艺加工制作而成,其性能居所有穿线管首位。
中文名 电力涂塑钢管 工艺方式 热浸塑 涂层材料 聚乙烯(PE) 涂层厚度 0.5mm-2mm不等简介
电力涂塑钢管
由于其具有很好的绝缘性、柔软性、耐蚀性、耐高温、耐磨损、抗拉性,因此成为十佳复合管道之一,被广泛用在电力改造工程中施工注意的地方:一根穿线管不能穿很多根线,穿线后需要看下线与线之间挤不挤,穿线管在施工中被破坏的涂层部分需要及时修补,以免日后造成涂层大块脱落。埋地管道需要检查连接是否牢靠

泰聚管业有限公司



华尔网工程标准编辑 播报
《建筑给水排水设计规范》 GB 50015-2003;
《建筑给水排水及采暖工程施工质量验收规范》GB50242-2016;
《煤矿矿用产品标志暂行办法》;
《给水涂塑复合钢管》CJ/T 120-2016 [2] 。
检测方法编辑 播报
1.外观检查
目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。
2.厚度测量
从涂塑钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
3.针孔试验
管段试件长度约为1000mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4mm,试验电压为2000V。检查有无电火花产生,试验结果应符合5.5的规定。
4.附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
5.弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100)mm。
在温度为(20±5)℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30°,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
6.压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10)mm。
在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
7.压扁试验
8.冲击试验
从涂覆钢管的任意位置切取长约100mm的试样,在温度为(20±5)℃的环境下,按规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
9.真空试验
管段试件长度为(500±50)mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660mm汞柱,保持1min,验后检查内涂层,试验结果应符合5.10的规定。
10.高温试验
管段试件长度为(100±10)mm,将试件放置在恒温箱中,升温至(300±5)℃,并恒温1h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。
11.低温试验
管段试件尺寸长度为(100±10)mm,将试件放置在低温箱中,降温至(-30±2)℃,并恒温1h,然后取出放置在温度为(20±5)℃的环境下(4~7)h。
12.压力循环试验
与水压供给系统相连接,充水排除空气,然后进行3000次从(0.4±0.1)MPa至 MPa的交变水压试验,每次试验的周期不大于2s。试验后检查内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.13的规定。
13.温度循环试验
管段试件长度为(500±50)mm,将试件按下列顺序在每个温度条件下放置24h:
(50±2)℃;
(-10±2)℃;
(50±2)℃;
(-10±2)℃;
试验后试件放置在温度为(20±5)℃的环境中24h,检查内涂层情况,并按6.4的规定进行附着力试验,试验结果应符合5.14的规定。
14.温水老化试验
管段试件尺寸长度约为100mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2)℃的蒸馏水中浸泡30d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5.15的规定 [

