


文字描述虽好,但视频更能直观展示六角管供应商报价产品的每一处细节。
以下是:六角管供应商报价的图文介绍

万盛达钢铁有限公司恪守顾客至上, 安徽消防镀锌无缝管、镀锌管、镀锌带方管、冷镀锌管厂家质量优良,价格合理 的宗旨。承蒙各界朋友的协助与支持,我公司将不断发展壮大。全体员工热诚欢迎海内外客商前来参观访问


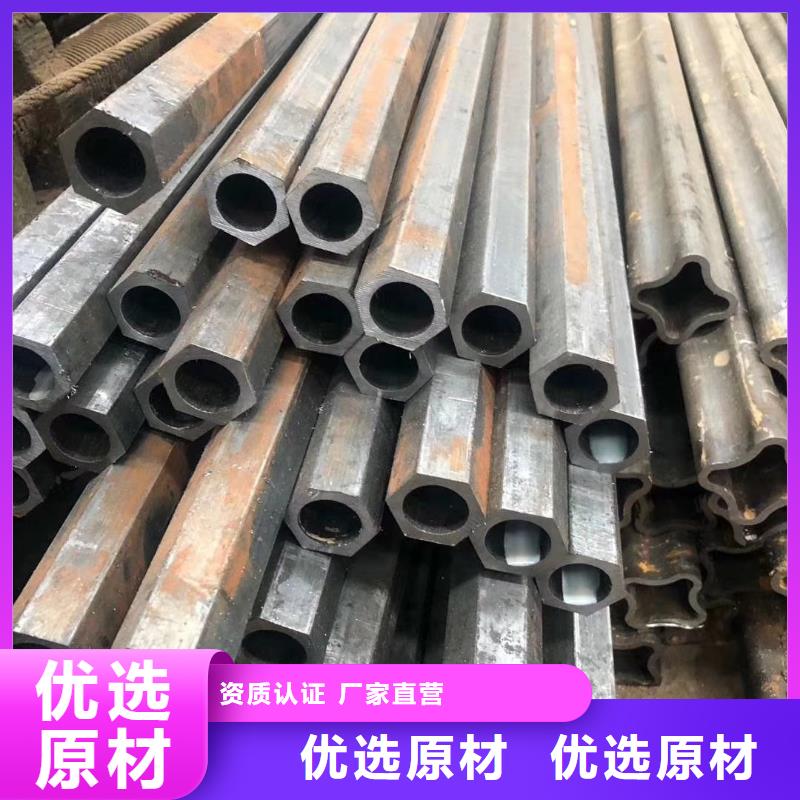
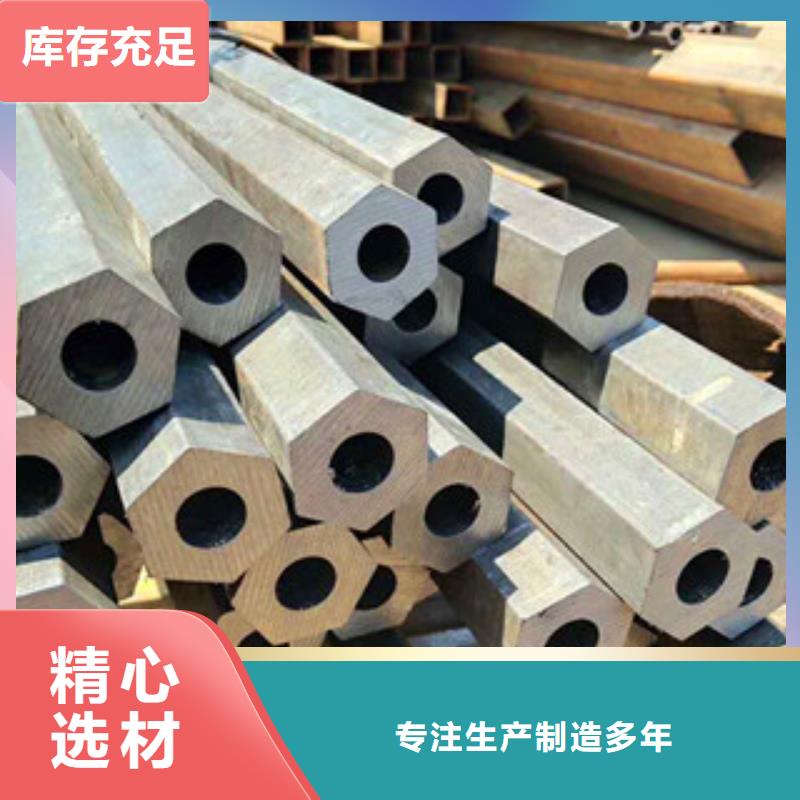
矩形钢管是一种中空的长条型钢材,又称为扁管、方扁管尚有扁方管。端详矩形钢管纵作输送流体的管道,比方石油、煤气、水、天然气等流体。其他在抗弯以及抗扭的强度无别的状况下,矩形钢管的重量比较轻,是以也被广泛地行使于建筑呆滞零件还有工程的布局中,常常会被用作出产各样常例的军械、管以及等产品。 # 异型无缝钢管主要用于建筑装饰(如栏杆、扶手)、蔬菜大棚、高速公路及城市护拦、卫生洁具、健身器材、家具家私帐篷、散热器、摩托车自行车配件、灯具、汽车、火车座椅扶手、学生课桌椅及机械配件等。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。供应机械加工用外六角内圆异型钢管,精密冷拔六角管。 # 异型无缝钢管按照生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管,热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。 # 承载力高、延性好,抗震性能优越,据研究表明,矩形钢管混凝土柱的承载力高于相应的钢管柱承载力和矩形钢管混凝土柱承载力之和。钢管和矩形钢管混凝土之间的相互作用使钢管内部矩形钢管混凝土的破坏由脆性破坏转变为塑性破坏,构件的延性性能明显改善,耗能能力大大提高,具有优越的抗震性能。



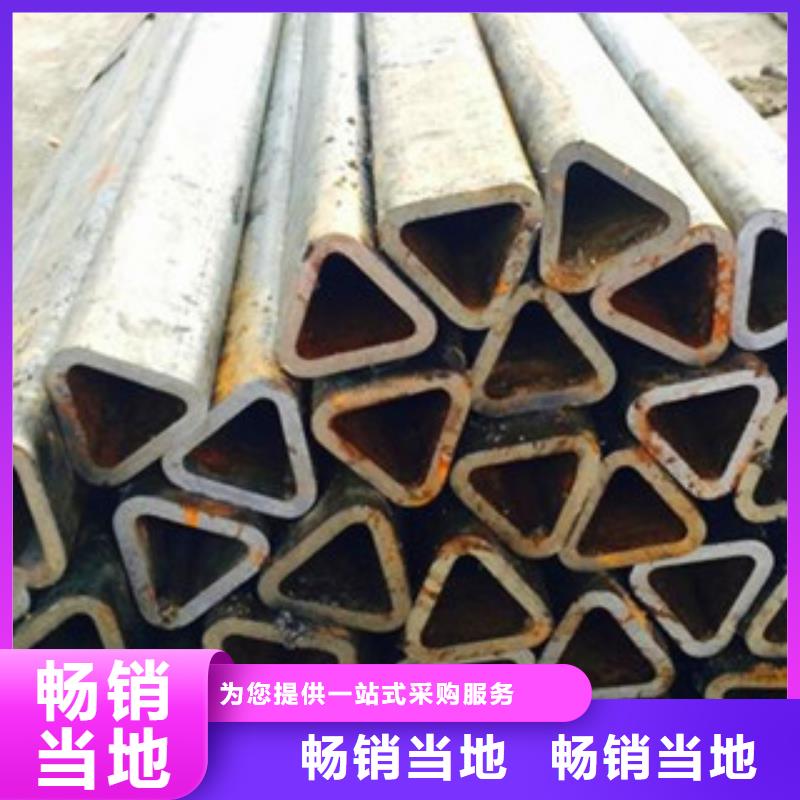
工艺要求进行等温淬火的异型管有的可不进行回火处理。但对于部分淬火的异型管,其内部残留奥氏体将会在随后的空冷过程中转变为马氏体,因此必须进行回火处理,目的是无缝钢管脆性和稳定尺,需要注意的是回火温度应低于等温温度。钢种限制如对碳素无缝异型管等淬透性较低的钢种进行等温淬火,应当适当提高淬火加热温度,增加奥氏体的稳定性,避免和防止在等温过程中发生高温非贝氏体的转变。 时间要求等温淬火的温度和时间应根据异型管的性能要求,参照该钢种的C曲线来确定,原则是奥氏体全部转变为下贝氏体,关于冷却介质通常采用硝盐浴溶液,为保证温度的稳定,应在介质中加入冷却装置,以防止介质温度的提高而影响到淬火质量。另外等温时间的长短应以异型管组织转变结束为基准,过长则降低了作业效率,因此要认真对待。 异性钢管概念有哪些?【1】异形钢管,矩管,方管尖角的概念:异形钢管,矩管,方管传统的焊接不锈钢方矩形管,通常用一架土耳其头辊配几道方矩形轧辊来出产。出产主要靠平辊轧制整型,因为平辊是两辊式构造形式,存在方矩形管四个角的辊缝不等和角部受力状况不共同的疑问,造成方矩形管四个角不尖不等,R=1.2t,矩形管尺为外圆角半径,f为壁厚。尽管契合有关公司标准,但不能满意用户对商品的高质量的需求。新式规划采用了土耳其头四辊轧制整型,因为土耳其头上装的四辊构造一样,四个角的辊缝持平,角部受力状况共同,当轧制力足够大时,角部发生塑性变形使金属填充角部,管的外外表构成了平面与弧面之间的交线——即尖角,【2】尖角异形钢管,矩管,方管变形机理在土耳其头四辊中心线处管坯横截面,矩形管的尖角构成机理与一般方矩形管靠弯曲成角是不同的,它靠的是轧辊的轧制力,经过弧形拱发生挤压力F,如图2所示,使钢带角部发生塑性变形从而使异形钢管,矩管,方管填充角部而成。弧形拱对角填充的压力土耳其头四辊在一定的弧面作用于钢带的同一横截面,满意式(1)的条件,即可经过轧辊压力使角部金属发生塑性变形,构成尖角。 不锈钢异型管是较新的技术:(一)高频焊,高频焊用于焊接不锈钢异型管是较新的技术。其生产的经济性,高频焊接具有较电源功率,对不同的材质、外径壁厚的管材都能达到较高的焊接速度。与氩弧焊相比,是其高焊接速度的10倍以上。因此,生产一般用途的不锈钢管具有较高的生产率。因为高频焊接速度高,给焊管内毛刺的去除带来困难。目前,高频焊不锈钢异型管尚不能为化工、核工业所接受,这也是其原因之一。从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢种。(二)氩弧焊,不锈钢异型管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩弧焊,焊接钢管壁厚S≥2mm,焊接速度比单焊炬提高3-4倍,焊接质量也得以改善。氩弧焊与等离子焊组合可以焊接更大壁厚的钢管,此外,在氩气中5-10%的氢气,再采用高频脉冲焊接电源,也可提高焊接速度。多焊炬氩弧焊适用于奥氏体和铁素体不锈钢异型管的焊接。(三)组合焊接,不锈钢异型管的各种焊接方法均有各自的优点和不足。如何扬长避短,将几种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢管质量和生产效率的要求,是当前不锈钢焊接技术发展的新趋势。经过近几年的探索研究,组合焊接工艺已取得了进展,常见的组合方法有:氩弧焊加等离子焊、高频焊加等离子焊、高频预热加三焊炬氩弧焊、高频预热加等离子加氩弧焊。组合焊接提高焊速十分显着。对于采用高频预热的组合焊接异型管焊缝质量与常规的氩弧焊、等离子焊相当,焊接操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备衔接,投资成本低,效益好。 如何区分异型管:实话说,现在建筑行业所使用的钢材种类还是很多的,而有一种叫异型管的质量优越、价格实惠,使用范围很广,一直备受人们的喜爱。而很多人却并不知道如何去区分异型管。异型管主要是区别于圆形钢管和方形钢管的其他形状的钢管,异型管分为焊接异型管和无缝异型管。不仅是在建筑业,在一些机械加工厂也是经常会使用到的。异型管的加工方式主要分为两种一种是用圆形钢管变形另外一种则是用钢板直接卷成成品异型管。


