


不容错过的质量优的桥梁护栏厂家视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:质量优的桥梁护栏厂家的图文介绍
聚晟护栏制造有限公司位于开发区工业园,是一家专门从事 内蒙古乌兰察布不锈钢复合管护栏的专业性公司.公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 我们秉承的理念是:质量是一种习惯,共创价值,是我们不变的选择。在各种产业的生态系统中,我们视上下游企业为合作伙伴,重视缔结良性互动的产业价值链;我们与同行企业有序竞争、友好合作,我们坚信,为我们的合作者继续创造z u i大的价值是我们的责任也是我们存在的理由。


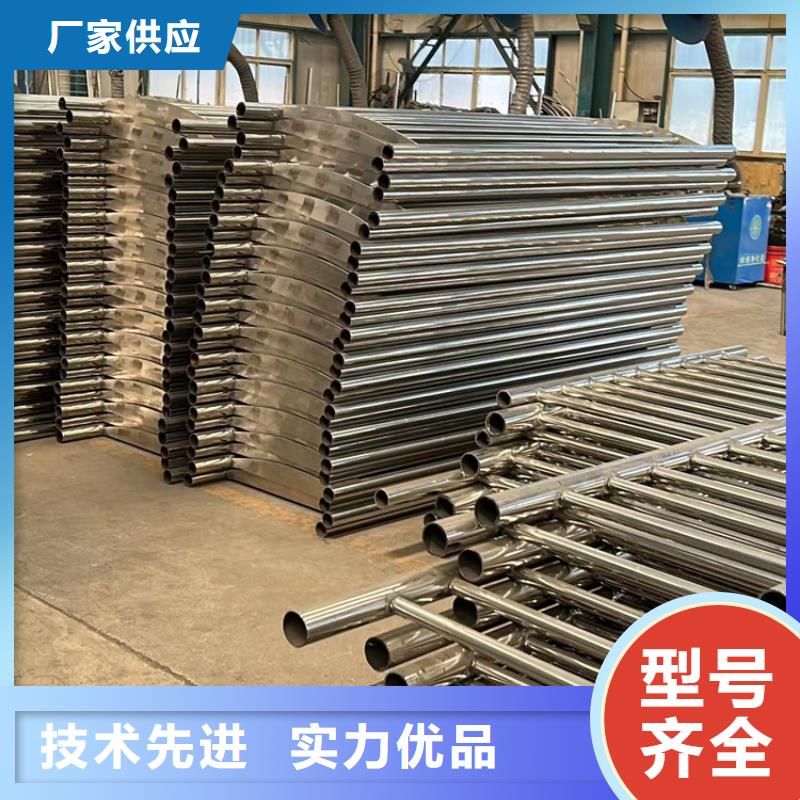
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 据了解,该工程集输管线选用双金属复合管。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面。 双金属复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。



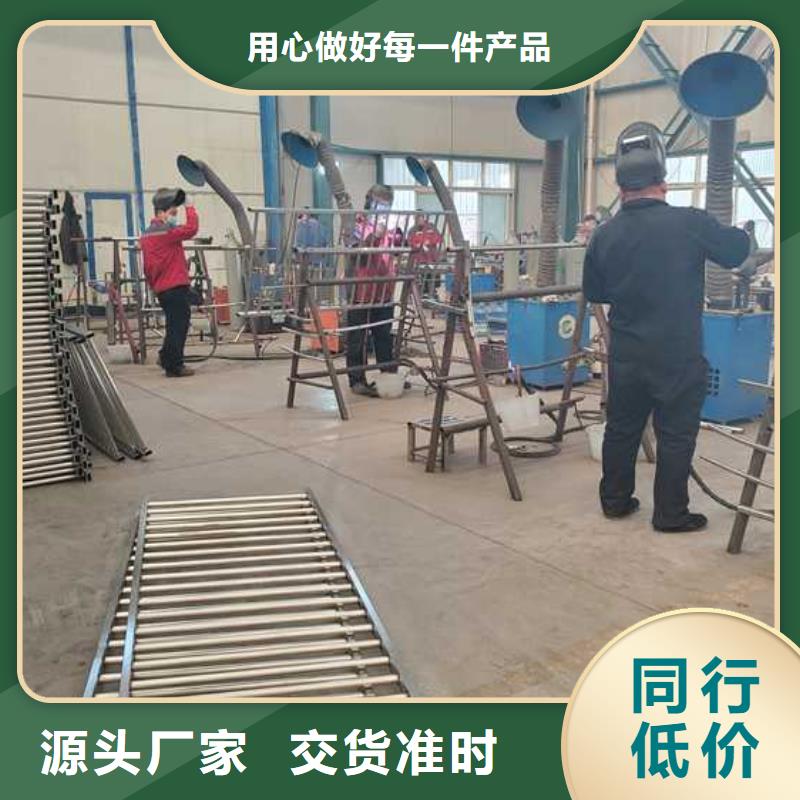
聚晟护栏制造有限公司成立多年以来,始终秉承“诚信为本、服务至上”的宗旨,公司所有 内蒙古乌兰察布不锈钢复合管护栏产品用料精良,通过服务获得客户的满意; 提高客户对 内蒙古乌兰察布不锈钢复合管护栏的信赖。 近年来,企业发展突飞猛进,生产规模迅速扩大, 内蒙古乌兰察布不锈钢复合管护栏产品质量稳步提高,各项管理逐步规范,销售额逐年猛增。我们愿以完善的质量体系, 勇于开拓、高信誉与各地区的客商携手合作,开创美好未来!



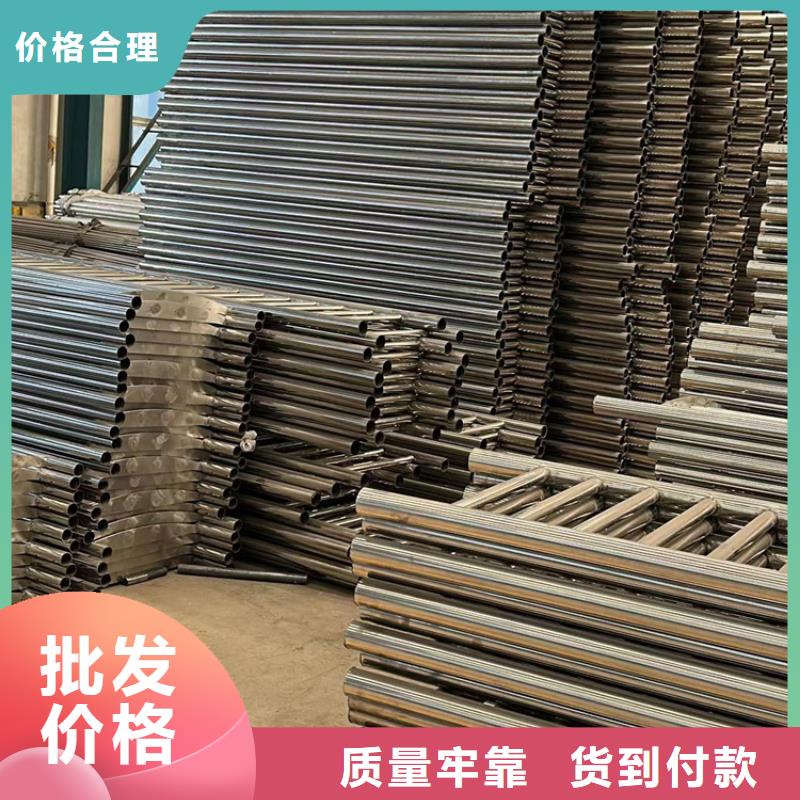
不锈钢复合管已经走进了越来越多的行业当中。然而不同的行业,对于不锈钢复合管的性能要求,都是有着一定的不同。但所有的行业,都是有着一个特性,那就是在购买了不锈钢复合管之后,并不会直接使用。尤其是在一些制造行业中,都需要对于不锈钢复合管,进行一些后续的加工之后,才会投入到使用。但并不是所有的不锈钢复合管,都可以承受,一些复杂的手续加工。但是精密不锈钢复合管不同,这种不锈钢复合管可以,承受多种复杂的变形加工。一般的不锈钢复合管,在折叠了之后,就会在不锈钢复合管的表面,形成各种各样的折线。 在不锈钢复合管的纵向被贯穿,在进行折叠的时候,就会出现开裂的情况。甚至有一些不锈钢复合管,在折叠之后,就直接断掉了。因为普通的不锈钢复合管,生产的工艺,并不是那么的高端。而且普通的不锈钢复合管,为了追求产品的产量,往往会一次轧制之后,就直接出厂了。这让不锈钢复合管的性能,并不是那么的出众。而不锈钢复合管,为了防止这些问题的出现,在制作的过程中,就会对不锈钢复合管,进行多次的轧制。这使得不锈钢复合管,有着更加出众的韧性,自然而然的就能,承受更多复杂的加工程序了。这让不锈钢复合管,立即成为了许多行业, 的不锈钢复合管种类。


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



