



想要更直观地了解PE燃气管生产工艺流程产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
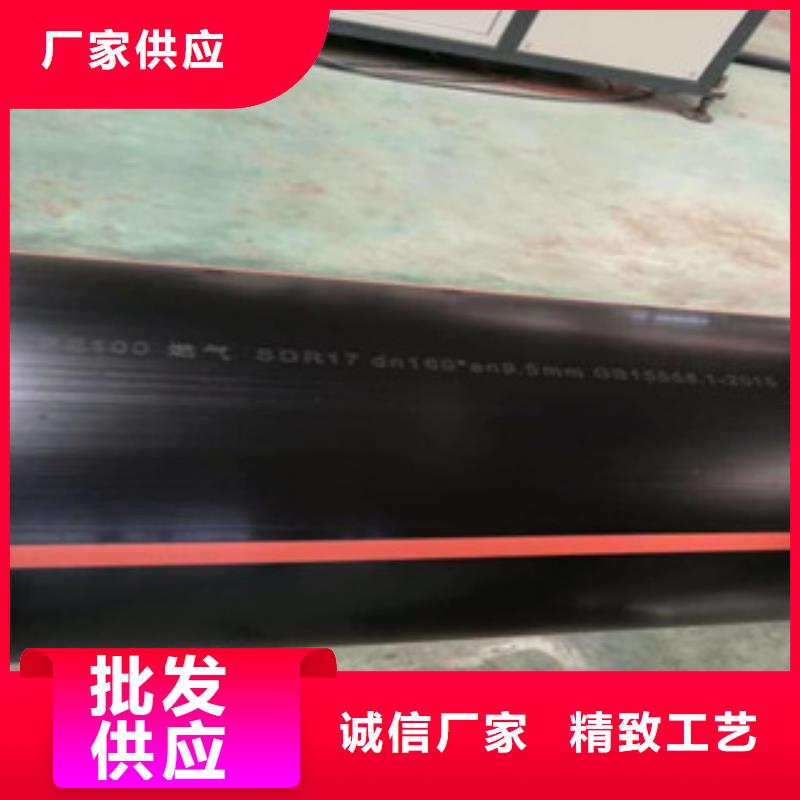
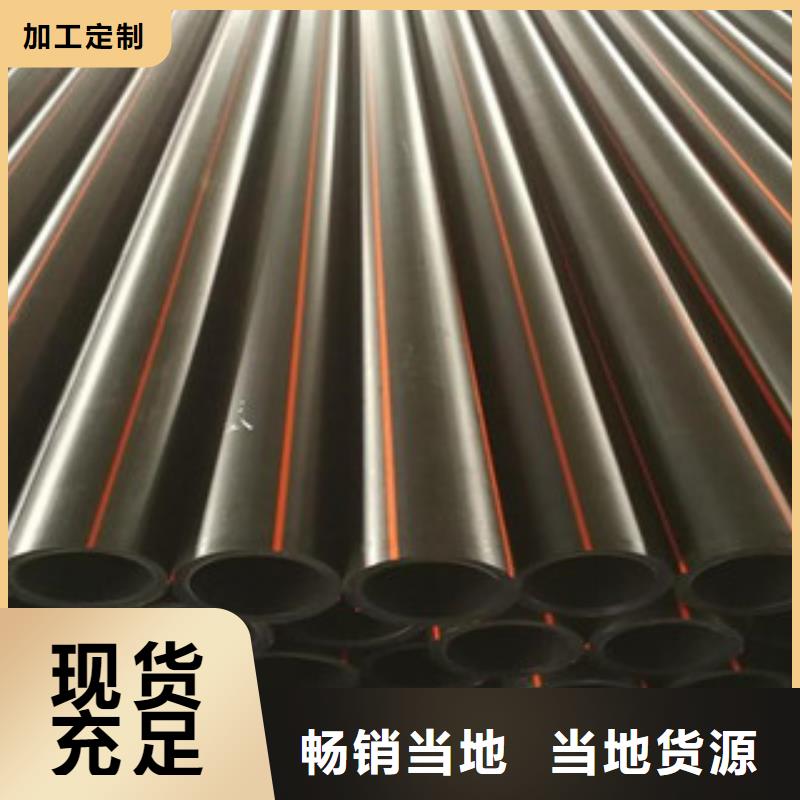
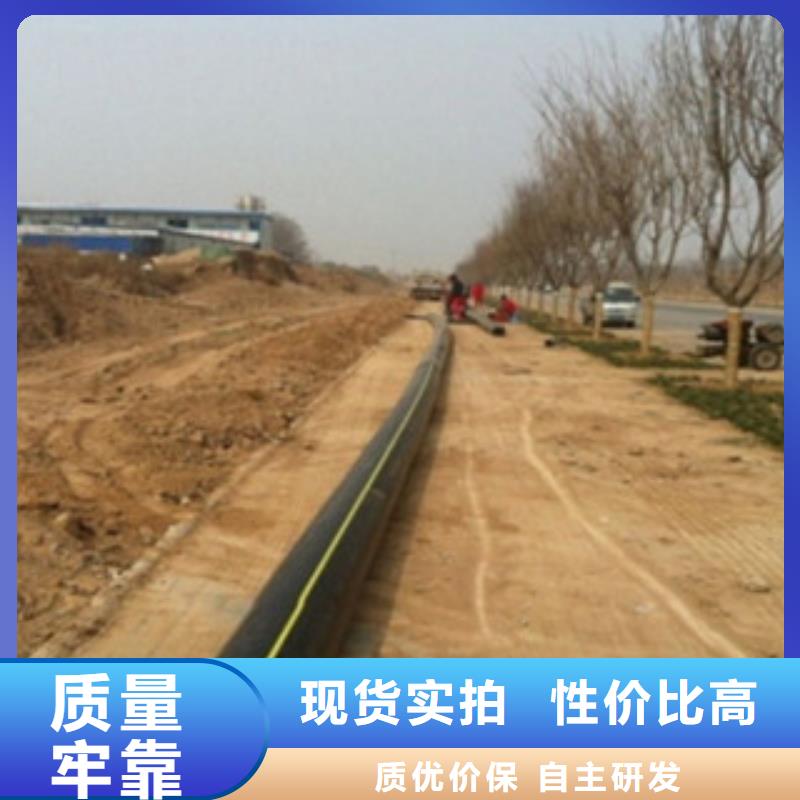
以下是:PE燃气管生产工艺流程的图文介绍
本文结合部分用户实际,介绍了聚乙烯球阀的相关技术标准和实际应用,以及分析了常见故障的原因、改进措施。随着聚乙烯(PE)管道在各地燃气输送管网中的大量使用,作为PE管道中不可缺少的管道控制元件一PE球阀随之受到越来越多的使用和重视,本文结合中石油华北石油管理局系统在敷设城市燃气管道中的应用实践,简要介绍PE球阀在实际使用中的情况和遇到问题时的解决办法,供大家参考和讨论。阀门的设置,主要用作管道检修、维护和预留管口,特别是在管道出现故障、需要临时断气的时候,阀门的作用尤为重要。作为管道的控制元件,除了必须具有与PE管道相同的耐压性外,阀门的功能主要体现在密封和扭矩两项:阀门在关闭时,必须有良好的密封性能。
这对于燃气输送管道来说,尤其是至关重要的;而在启闭阀门时,则需要阀门具有相对较小的扭矩,即较小的开启力而便于操作。国际标准规定PE球阀 带压(0.4MPa)开启扭矩为:dn≤63为35Nm63<dn≤125为70Nm125<dn≤225为150Nm。性能方面:无腐蚀、整体式阀体无泄漏、抗老化、寿命长,与PE管道相匹配、启闭力矩小,易于操作。结构方面:可直埋,无需建造阀门井。安装施工方面尤为突出:与PE管网连接方便,施工周期短、阀门重量轻,易于搬运和焊接、焊接质量可直接观察,无需作复杂的无损检测等。PE球阀是美国思凡诺思绰姆公司70年发、生产并采用,1997年国际标准化组织通过了IS010933产品标准。
2002年欧盟标准化组织批准了EN1555—4产品标准准,国际上欧美日韩等发达 已普遍使用,说明PE球阀已是技术成熟的产品。我国目前也已有北京、上海、天津、成都、兰州、乌鲁木齐等两百余个城市广泛使用。目前我国暂沿用国际标准IS010933和欧洲标准EN1555—4,我国 标准正在制定中。产品标准是识别产品是否合格的依据,作为聚乙烯(PE)燃气管道系统标准中的第3部分一GB15558—3-200XPE球阀部分,制定原则基本是依照国际标准IS010933和欧洲标准ENl555—4为基础,作一些符合中国实际情况的修改而成,其核心部分仍然是严格的检测。特别是针对球阀基本功能的检测,设定了各种条件、环境中的测试。
如简支梁弯曲、操作杆施压、静液压强度、冲击载荷、50次温度循环等条件下的密封性和启闭扭矩是否达到标准要求,对于PE球阀来说,这些都是强制性的要求。φ250及以上PE球阀目前尚无标准,生产企业标准可参照国际标准拟定,并完备标准规定的各种试验手段,其中阀门带压启闭扭矩(MAX)一般定为300Nm为宜(一个工人可启闭的力矩)。2.3我们在选择PE球阀时,(1)产品执行标准是否按照IS010933和ENl555—4执行;(2)生产过程中以及对终产品的检测能力是否具备;(3)企业的资情况;(4)企业的生产技术水平和质保体系是否通过IS2000版认证;(5)企业的销售服务承诺和能否切实实施。
这对于燃气输送管道来说,尤其是至关重要的;而在启闭阀门时,则需要阀门具有相对较小的扭矩,即较小的开启力而便于操作。国际标准规定PE球阀 带压(0.4MPa)开启扭矩为:dn≤63为35Nm63<dn≤125为70Nm125<dn≤225为150Nm。性能方面:无腐蚀、整体式阀体无泄漏、抗老化、寿命长,与PE管道相匹配、启闭力矩小,易于操作。结构方面:可直埋,无需建造阀门井。安装施工方面尤为突出:与PE管网连接方便,施工周期短、阀门重量轻,易于搬运和焊接、焊接质量可直接观察,无需作复杂的无损检测等。PE球阀是美国思凡诺思绰姆公司70年发、生产并采用,1997年国际标准化组织通过了IS010933产品标准。
2002年欧盟标准化组织批准了EN1555—4产品标准准,国际上欧美日韩等发达 已普遍使用,说明PE球阀已是技术成熟的产品。我国目前也已有北京、上海、天津、成都、兰州、乌鲁木齐等两百余个城市广泛使用。目前我国暂沿用国际标准IS010933和欧洲标准EN1555—4,我国 标准正在制定中。产品标准是识别产品是否合格的依据,作为聚乙烯(PE)燃气管道系统标准中的第3部分一GB15558—3-200XPE球阀部分,制定原则基本是依照国际标准IS010933和欧洲标准ENl555—4为基础,作一些符合中国实际情况的修改而成,其核心部分仍然是严格的检测。特别是针对球阀基本功能的检测,设定了各种条件、环境中的测试。
如简支梁弯曲、操作杆施压、静液压强度、冲击载荷、50次温度循环等条件下的密封性和启闭扭矩是否达到标准要求,对于PE球阀来说,这些都是强制性的要求。φ250及以上PE球阀目前尚无标准,生产企业标准可参照国际标准拟定,并完备标准规定的各种试验手段,其中阀门带压启闭扭矩(MAX)一般定为300Nm为宜(一个工人可启闭的力矩)。2.3我们在选择PE球阀时,(1)产品执行标准是否按照IS010933和ENl555—4执行;(2)生产过程中以及对终产品的检测能力是否具备;(3)企业的资情况;(4)企业的生产技术水平和质保体系是否通过IS2000版认证;(5)企业的销售服务承诺和能否切实实施。



PE燃气管材的低温脆化温度极低,可在-20~40℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管材脆裂。韧性、挠性好:镀锌钢管施工对管道基础要求较高,适应性较差。而PE燃气管是一种高韧性管材,其断裂伸长率超过500%,对基础不均匀沉降和错位的适应力非常强。另外,PE燃气管的挠性使PE燃气管可以盘卷,尤其是管径小的管材,减少大量连接管件。在施工时,可在管子允许的范围弯曲半径内绕过障碍,降低施工难度。密封性好:PE燃气管材本身采用热熔连接,本质上保证了接口材质结构与管体本身的同一性,实现了接头与管材的一体化。其接口的抗拉强度与强度均高于管材本体,可有效抵抗内压力产生的环向应力和轴应力。PE燃气管不会导致因接口承压能力不足而造成漏水的现象。
而镀锌钢管的焊口处容易受到腐蚀,长时间的使用易出现漏水现象。PE燃气管件的注塑机是属一种高压、快速动作,同时件有高温运作的一种机器,往往会使操作者一时疏忽,在大意之下造成无法弥补的,而遗憾终身。注塑机在每一部操作中都带有危险性,特别是当开模及锁模时。PE燃气管为避免危险发生,操作者在操作PE燃气管件的注塑机时必须注意以下几个操作方面的问题。保持注塑机及其四周环境清洁。PE燃气管注塑机四周空间尽量保持畅通无阻,加过润滑油或压力油后,应尽快把漏出的油抹去。把熔胶筒上的杂物(例如PE颗粒)清理干净后才可开启电热,以免发生火灾。如非检修机器或必要是,不得随意拆掉熔胶筒上之隔热防护罩。PE燃气管检查在操作时,按下紧急按钮或者打开门是否能终止锁模。
射台前移时,不可用手从射嘴漏出的熔胶,以免把手夹在射台和模具中间。清理料筒时,应把射嘴温度调到适当的较高温度,使射嘴保持畅通,然后使用较低的射胶压力和速度筒内余下的胶料,清理时不可用手直接接触刚射出的胶料,以免被。避免把热敏性及腐蚀性塑料留在料筒内太久,应遵守塑料供应商所提供的停机及清机方法。更换塑料时要确保新旧塑料的混合不会产生化学反应,否则须用其它塑料料筒内的旧料。操作注塑机之前须检查模具是否稳固地安装在注塑机的动模板及头板上。注意注塑机的地线及其它接线是否接驳稳妥。不要为了提高生产速度而取消门或门开关。安装模具时必须将吊环完全旋入模具吊孔才可起吊。模具装好后应根据模具的大小调整注塑机杆的长度。
而镀锌钢管的焊口处容易受到腐蚀,长时间的使用易出现漏水现象。PE燃气管件的注塑机是属一种高压、快速动作,同时件有高温运作的一种机器,往往会使操作者一时疏忽,在大意之下造成无法弥补的,而遗憾终身。注塑机在每一部操作中都带有危险性,特别是当开模及锁模时。PE燃气管为避免危险发生,操作者在操作PE燃气管件的注塑机时必须注意以下几个操作方面的问题。保持注塑机及其四周环境清洁。PE燃气管注塑机四周空间尽量保持畅通无阻,加过润滑油或压力油后,应尽快把漏出的油抹去。把熔胶筒上的杂物(例如PE颗粒)清理干净后才可开启电热,以免发生火灾。如非检修机器或必要是,不得随意拆掉熔胶筒上之隔热防护罩。PE燃气管检查在操作时,按下紧急按钮或者打开门是否能终止锁模。
射台前移时,不可用手从射嘴漏出的熔胶,以免把手夹在射台和模具中间。清理料筒时,应把射嘴温度调到适当的较高温度,使射嘴保持畅通,然后使用较低的射胶压力和速度筒内余下的胶料,清理时不可用手直接接触刚射出的胶料,以免被。避免把热敏性及腐蚀性塑料留在料筒内太久,应遵守塑料供应商所提供的停机及清机方法。更换塑料时要确保新旧塑料的混合不会产生化学反应,否则须用其它塑料料筒内的旧料。操作注塑机之前须检查模具是否稳固地安装在注塑机的动模板及头板上。注意注塑机的地线及其它接线是否接驳稳妥。不要为了提高生产速度而取消门或门开关。安装模具时必须将吊环完全旋入模具吊孔才可起吊。模具装好后应根据模具的大小调整注塑机杆的长度。



润星电力管材有限公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨, 是一家专业研究、开发和销售 辽宁阜新PE钢带增强螺旋波纹管专业性企业,公司产品主要有 辽宁阜新PE钢带增强螺旋波纹管等系列,品种多,规格全。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系。


