




准备好领略提供新型桥梁防撞护栏销售一米起订产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
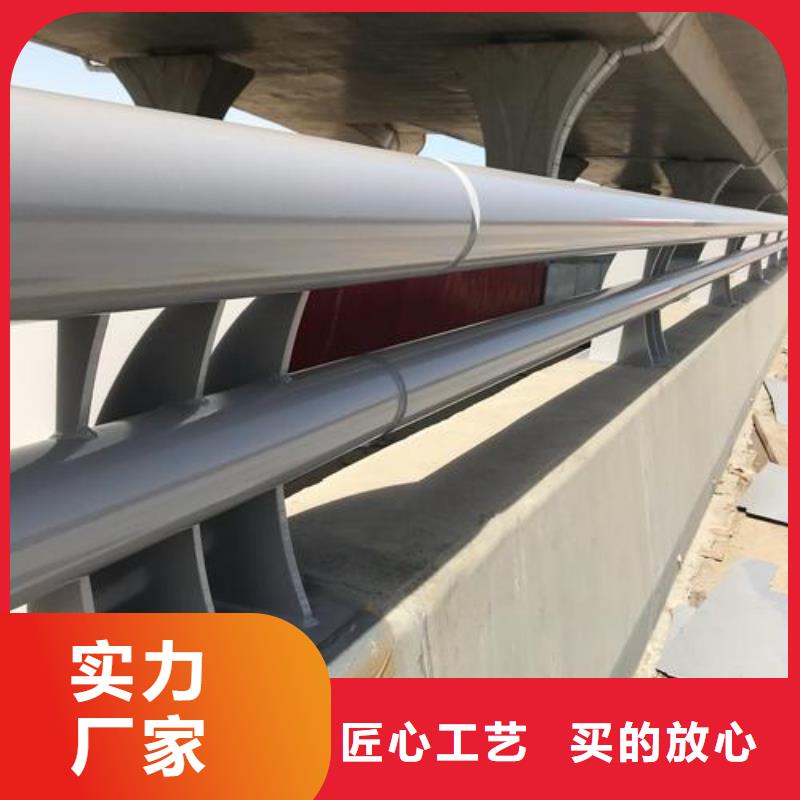
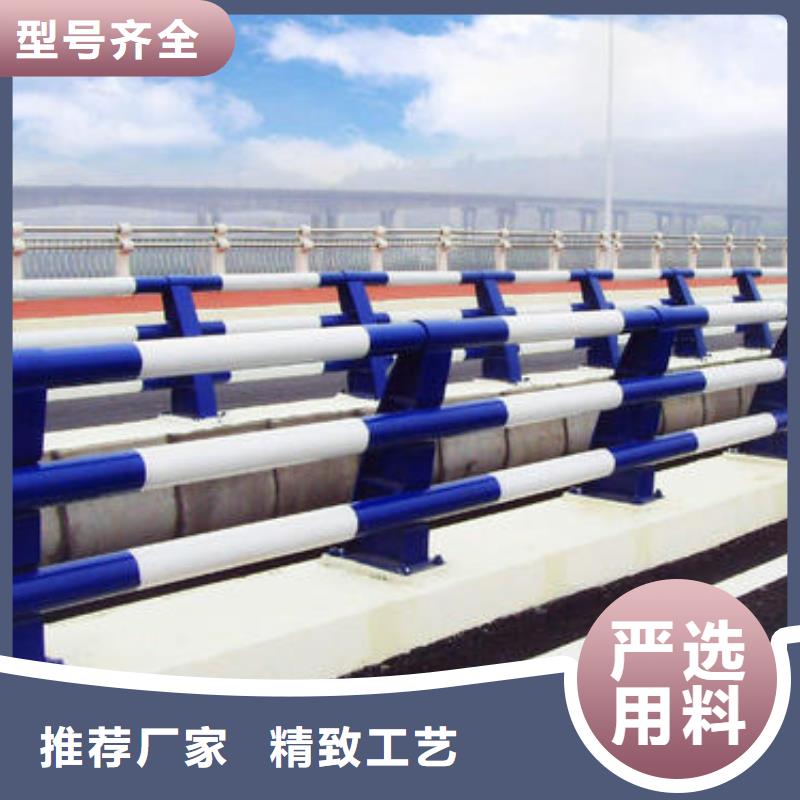
以下是:提供新型桥梁防撞护栏销售一米起订的图文介绍

鑫腾金属制品有限公司是集(福建泉州) 本地 福建泉州铸造石护栏生产、销售、设计、制作、安装为一体的厂家,并具有一整套完善的运营模式。长年专业从事生产、销售各种(福建泉州) 本地 福建泉州铸造石护栏等。欢迎来电咨询。



不锈钢防撞护栏焊接全过程倘若因液态降低和团队的凝聚力降低构成的容量降低等同于因外壳标准缩小所构成的容量减缩,则团队的凝聚力的外壳仍和内部样子记忆合金紧密联系碰触,不易导致铸造缺陷。但是,由于铝合金型材的液态降低和团队的凝聚力降低超出外壳的固态降低,因此液体将与外壳的墙壁解决。
先后进行出来,合金管外壳不断加厚,液位仪将不断减少,待金属复合材料尽数团队的凝聚力后,在铸铁件上方就构成了一个倒锥形的铸造缺陷。所有铸铁件的容量因温度减少至常温状态而不断缩小,使铸造缺陷的容量有一定的降低,但其值变化并不算太大。倘若铸铁件顶部设置冒口,铸造缺陷将挪到冒口中。
以上对铝合金型材降低规范的分析,仅牵涉到合金管成分、温度等本身因素对降低的伤害,没有充分考虑降低全过程中遇到的各式各样阻拦,这类降低称作静溢降低。实际上,合金管铸铁件在铸型中降低时,要遭到各式各样阻拦而使降低不能静溢进行,此刻导致的降低称作受阻降低。受阻降低率总小于静溢降低率,摩阻高些时将呈现裂缝。
不锈钢防撞护栏焊接全过程:先焊复合性层,后焊 层,流程:封焊层--搭配焊--对接层--添充层--盖块料面层。管路对焊组校时,其内壁应齐平,内壁错边量不宜超出壁薄厚厚的10%,且应≤2mm.电弧焊接焊接时,应尽量选用两层焊,各焊层焊接的联接头应尽量分离,焊接不宜太宽太厚。点固焊时管内务必充氩,以保证点固焊焊接质量。




防撞护栏作为一种应用较广泛的不锈钢型材,它的生产工艺也是较复杂的,其中重要的一道工序就是无锡工字钢的淬火,淬火是将钢材加热到恰当的温度,坚持一定的时间,然后缓慢冷却(炉冷)的热处理工艺。淬火工艺可更好的增强无锡工字钢的性能,在进行加工时通常会使用到三种淬火工艺,下面无锡工字钢厂家来给大家详细讲解下淬火工艺:
去应力淬火。将工件加热到Ac1以下(100-200)℃保温后随炉冷却到160℃以下出炉空冷。首要用于内应力,安稳尺度,防止变形与开裂。加热温度一般为500℃-650℃。
等温淬火。热到高于Ac3或Ac1温度,坚持恰当时间后,较快地冷却到珠光体改动温度区间的某一温度坚持使奥氏体改动为珠光体型组织,然后在空气中冷却的淬火工艺。
完全淬火。将钢完全奥氏体化,随之缓慢冷却,取得靠近平衡组织的淬火工艺,加热温度Ac3+(30-50)℃。首要用于亚共析钢的铸件、锻件、热轧型材和焊接件。
上述就是关于无锡工字钢的淬火工艺,可以看出,淬火工艺的选择完全是取决于不锈钢型材加热的温度,只有选择合适的淬火工艺才可提高无锡工字钢的加工性能,使其更广泛的应用到生产中去。

