
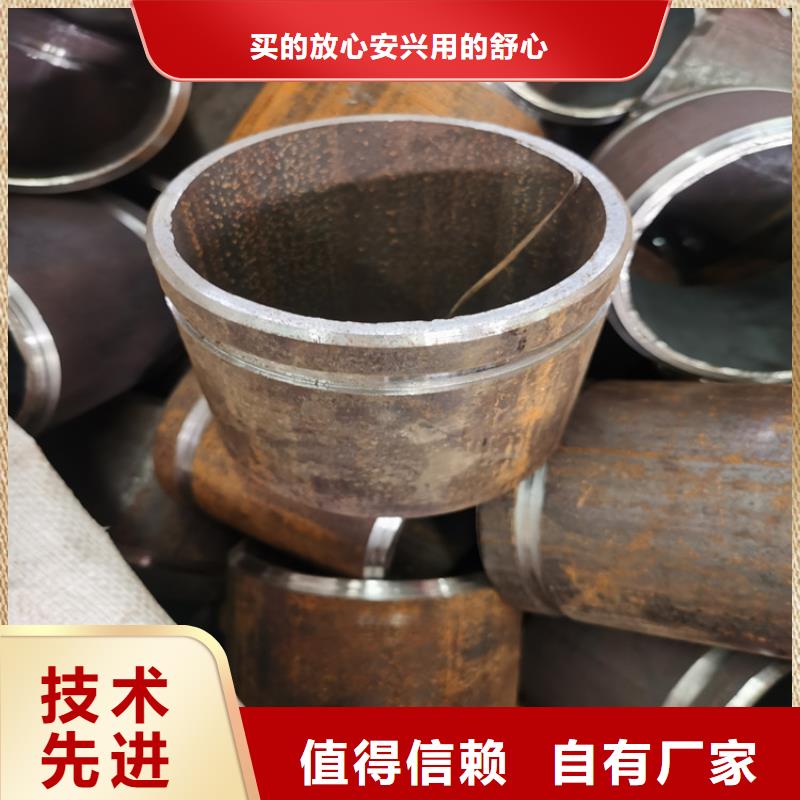





注浆管的安装和下放是施工中的关键环节,首先是钢筋笼的制作,在钢筋运送至施工现场之后应先对钢筋的质量和力学性能进行检测,对于质量性能不符合施工要求的钢筋材料禁止应用在施工的过程中。随后按照注浆管道的需要制作钢筋笼,在主筋和箍筋的搭接部位采用点焊的方式进行固定,保证钢筋笼的牢固程度,避免在施工的过程中出现松动的现象。在钢筋笼制作完成之后需检查其尺寸偏差,如果偏差过大还需要及时处理。然后将注浆管与钢筋笼点焊在一起,确保管道之间连接正确。



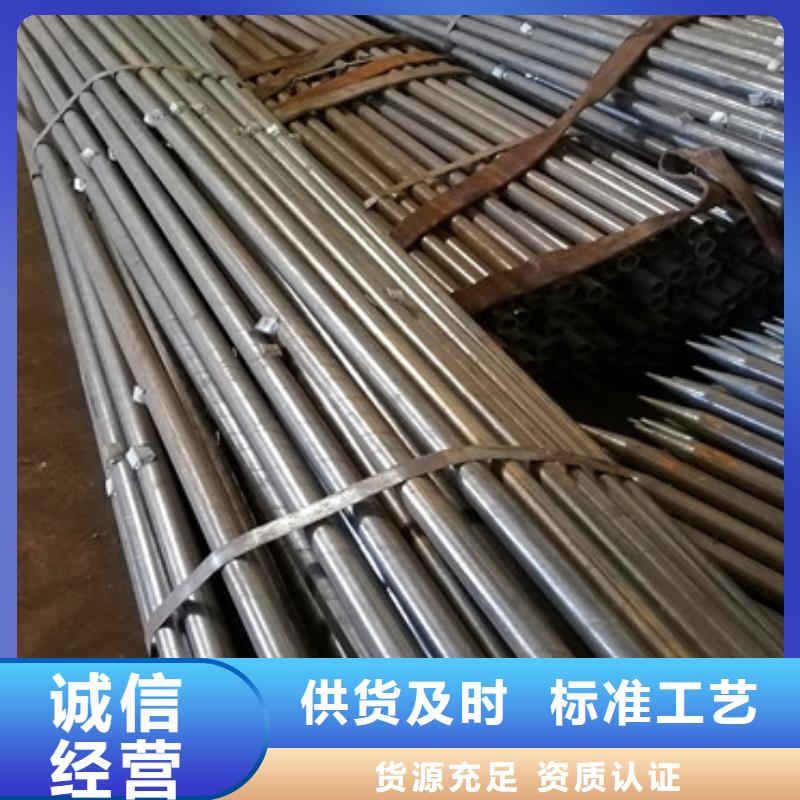
阔恒鑫旺有限公司已成为综合实力具有一定规模的 黑龙江无砂降水管生产厂家,现有固定资金200万,员工60人,且位于有着 黑龙江无砂降水管生产基地之的黑龙江工业区,交通便利。 我厂在多年的运营中形成了具有独特的生产经营模式,检测设备齐全,开发产品快周期短且具有较强的新产品开发能力,销售和技术服务的合理体制以及产品质量保证体系的专业化 黑龙江无砂降水管生产厂家。


注浆管工艺流程:
一、注浆管安装关键施工工艺流程:台模加工、安装一注浆管加工一弹簧钢筋骨架、网片绑扎一注浆管及安装预埋预留一侧模安装一工序验收一混凝土浇筑一混凝土养万方数据厚为确保台模的整度,钢板接缝焊缝应均匀。
1.每块台模就位时将蒸汽探头等敷设在台底部,安装就位后调整靠模。根据实际需求安装1200m两侧成型好的钢筋应进行升类摆放井做好标识。
2.注浆连接钢筋a径小于等于16时,连接钢筋a径大于16。
3.根据构件,将弹簧骨架注浆管切割下料。切割面必颁平繁、没有刺。其平段长度必须≥连接钢筋措接、注浆管弯曲过程中不褂小现注浆管内径压辅、裂隙等现象注紫m与fl装忤成45-56.
二、弹簧钢筋骨架注浆管按照构件施刚绑扎钢筋骨架钢筋竹架、绑扎成荆后臆堆放在规定位需吊运至台横。钢筋绑扎过程应严格按舰托进行质壁控制同时做好成品围护
三、注装管投安驻顶留预埋
注浆符顶埋在模板进行定位,
四、倒模安装楼梯、构件侧模等尽可能使用增加模板周转率。根据设计尺寸.模板使用剪板机、折边机.训剖机等进行切剖,下料标准进行钢筋隐蔽、横板等对于验收不合格的进行整政至符合施工技术混凝土浇筑
1.混凝土拌制前,应测定砂、石含水率并根据测试结果调整施工配合比。
2.混凝土应均匀布料,振捣要做到“快插慢拔”,并且上下微微抽动,使混凝土上下振捣均匀。振捣依次顺序进行,避免过振、漏振,直至混凝土表面呈水平,不再显著下沉、不再出现气泡、表面泛出灰浆为止。振捣时应避免振捣捧触及构件侧模、注浆管、管线、预埋件等。
3.混凝土施工过程中应有专人负责看护钢筋、模板、水电预留预埋,防止变形、移位等。并及时做好构件表面的压光及叠合板表面拉毛等工序。
4.混凝土进场应进行坍落度测试,同一批次同强度等级的混凝土制作不少于3组试件,一组用于标准养护,另两组进行同条件养护用以测定脱模及允许吊运时间。
五、养护
1.混凝土构件浇筑完毕12h内应对构件进行覆盖及保湿养护,混凝土浇水养护的时间,对采用硅酸盐水泥、普通硅酸盐水泥或矿渣硅酸盐水泥拌制的混凝土,不得少于7天;对掺用缓凝型外加剂或有抗渗要求的混凝土,不得少于14度。采用塑料布覆盖养护的混凝土,其全部敞露表面应覆盖严密,并应保持塑料布内有凝结水。
2.日平均气温低于5度不得浇水并采取保温措施。当气温达不到自然养护条件或需要较早脱模时可采用蒸汽养护。蒸汽养护一般宜用65度左右的温度蒸养,养护时应采用帆布、油布覆盖。为了避免由于蒸汽温度骤然升降而引起混凝土构件产生裂缝变形,必须严格控制升温和降温的速度。
3.混凝土强度能保证其表面及棱角不因拆模而受损坏时,可拆除侧模。
4.构件起吊脱模时混凝土强度必须符合设计要求。当设计无专门要求时,非预应力构件不应低于设计的混凝土立方体抗压强度标准值的50%,预应力构件不应低于设计的混凝土立方体抗压强度标准值的75%。
5.叠合板等水平构件吊运须使用专用吊具,同时确保各吊点受力均匀,避免因构件受力不均引起断裂。


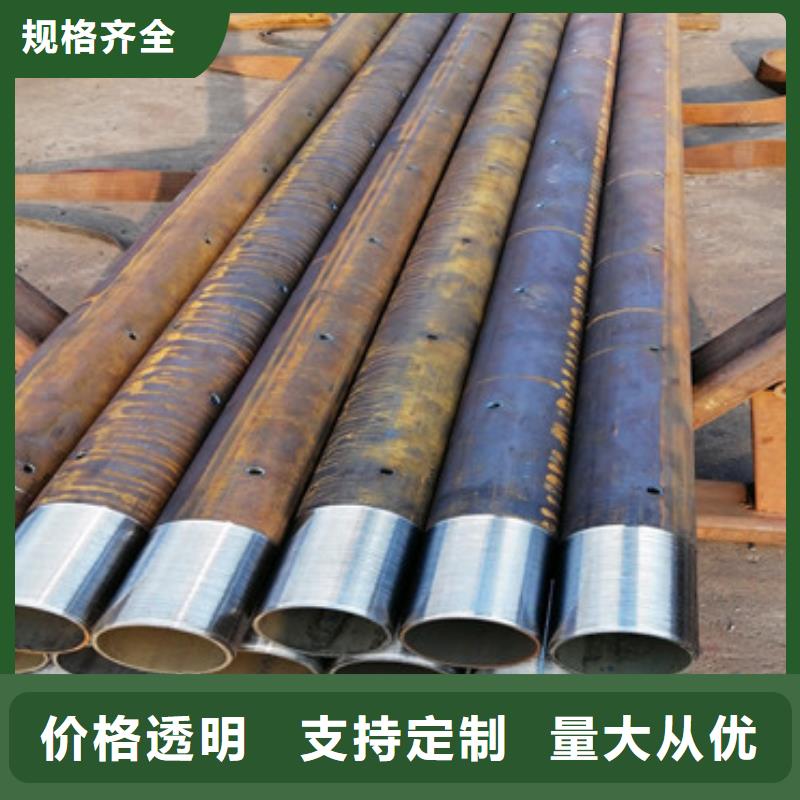
注浆管超前小导管施工的各项参数确定应根据围岩边界地质条件、围岩状况、支护结构形式及隧道断面尺寸而定。一般超前小导管施工沿着开挖轮廓线120度范围设置。一般情况下:小导管长度L=上台阶高度+2m。小导管直径:38-50mm。小导管前段做成约10cm长的圆锥状,在尾端焊接直径6~8mm的钢筋箍。外插角度一般控制在10度~15度。注浆压力控制在2MP左右。浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每循环小导管的搭接长度控制在1m以内。
1 一般采用直径38~50mm的无缝钢管制作。
2 在小导管的前端做成约10cm长的圆锥状,在尾端焊接直径6~8mm钢筋箍。距后端100cm内不开孔,剩余部分按20~30cm梅花形布设直径6mm的溢浆孔。
可采用引孔或直接顶入方式。
1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。
2插入导管如插入有困难,可用带有顶进功能的风钻将套管顶入。
3用吹风管吹出孔内的杂物。
4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。
5小导管安装后必须使得其周围一定范围内用喷射砼封闭。喷射厚度控制在5-8cm。



