
以下是:2520不锈钢管来电咨询的产品参数
品牌 金宏通 是否可定制 是 是否现货 是 2520不锈钢管来电咨询,金宏通钢管有限公司专业从事2520不锈钢管来电咨询,联系人:郭学振,电话:13220575277、13165114567,QQ:200418818,发货地:大桥路东方兴业钢材市场111室发货到陕西省 汉中市 汉台区、南郑区、城固县、洋县、西乡县、勉县、宁强县、略阳县、镇巴县、留坝县、佛坪县,以下是2520不锈钢管来电咨询的详细页面。 陕西省,汉中市 2021年,汉中市的生产总值为1768.72亿元,居民人均可支配收入为23915元。
我们为您准备了2520不锈钢管来电咨询产品的全新视频介绍,视频中的每一帧,都是产品的真实写照以下是:2520不锈钢管来电咨询的图文介绍陕西汉中金宏通钢管有限公司成立于2017年,坐落于风景优美、人文荟萃的——陕西汉中。公司长期致力于【H型钢】产品的生产研发工作,公司具有良好的企业形象和品牌形象,常年参加国内外大型专业【H型钢】展。公司视质量为生命,严格执行各项工艺标准和操作规程,严格控制每一个生产流程与细节,确保质量的稳定性和【H型钢】产品的完善性。公司秉承质量、求实、求新、服务的宗旨,本着服务大众的精神,更以优良的质量,完善的售后获得了广大用户的信赖。热忱欢迎广大用户光临惠顾!
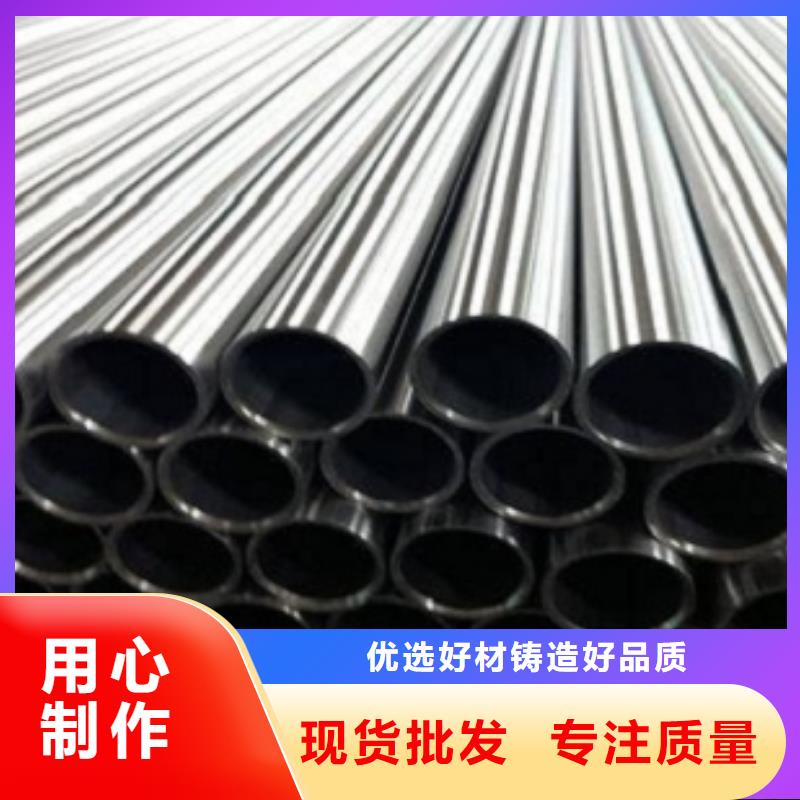
304厚壁不锈钢管的优势在众多产品中脱颖而出。 4?厚的厚不锈钢管具有中空部分,可用作建筑材料和管道运输材料。因此,市场上对4×4厚不锈钢管的需求持续增长。四根厚的不锈钢管不仅比普通的圆形钢固体轻,而且经济的管材,因此4×4厚的不锈钢管可广泛用于各个领域和各个领域。 4?4厚的不锈钢管作为管材具有很大的优势。重要的是,就提高内容利用率而言,您可以在某种程度上简化制造过程,但在一定程度上可以简化制造过程。节省材料会增加对管道材料的需求。通常,4×4厚的不锈钢管的面积完全取决于尺寸,例如,管材越小,在机械生产领域中使用的越多。 在厚壁304不锈钢管的生产过程中,确保产品质量并进行适当的测试非常重要。测试方法是什么? 没有爆炸使用非破坏性测试技术检查钢管材料或工件中的内部缺陷。 使用静水压测试和气压测试检查压力容器和管道的焊接密度。气压测试比液压测试更灵敏,更快速,并且不需要排放被测产品,这特别适用于难以排放的产品。 每条钢管应进行静水压测试,不得泄漏。试验压力P = ST是根据ST / D处S液压试验的MPA试验计算得出的,液压试验的应力将对应于每个挡块。标准为指定产品小值的60%。 外部装甲可以基于缺陷和尺寸偏差的存在。如果焊缝表面有缺陷,则焊缝内部可能存在缺陷。 因此,该方法可用于检测以确保厚壁4X4不锈钢管的质量。
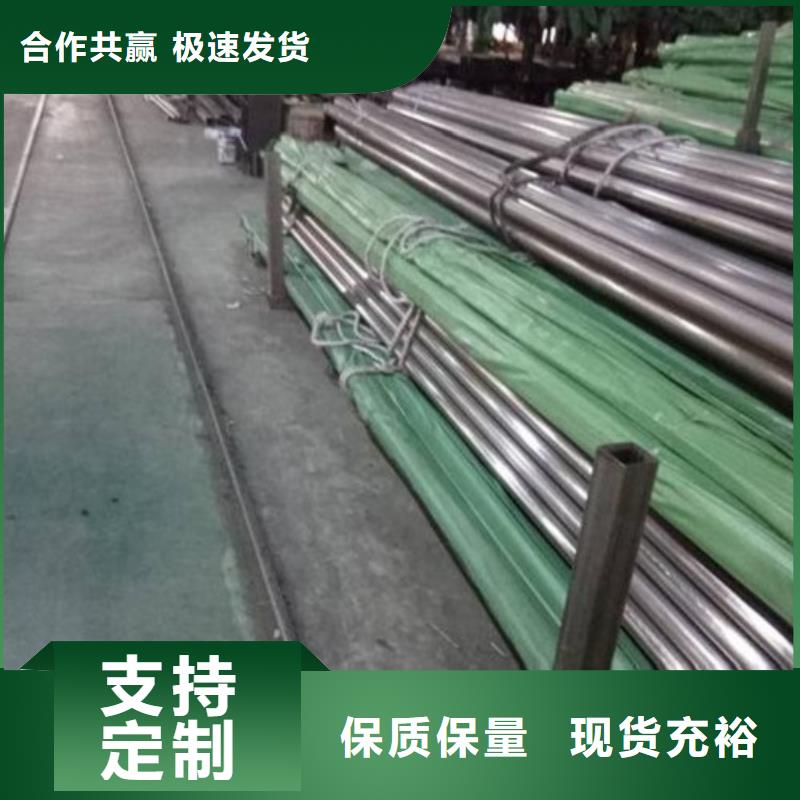
不锈钢管生产中的关键工艺技术问题 不锈钢热穿孔困难是因其适于穿孔的温度范围狭窄和变形抗力高。穿孔温度范围可通过热扭转等模拟试验选择。生产实践表明,奥氏体不锈钢温度波动50℃将会影响热穿孔性能。在穿孔变形过程中,因变形功转变为热能,会使管坯中心部分的温度升高100℃以上。因此,在穿制不锈钢毛管时,除了选择合适的加热温度外,还要放弃传统的“均匀加热”观念,针对不同的穿孔温升情况,在沿管坯的截而和长度方向上.要采取不均匀加热方法,使穿孔时管坯基本上处于相对合理的变形温度范围。另外在生产组织上,一定要确保“穿孔机等加热”的原则,避免已加热好的管坯等待穿孔机的情况,以便在合理的加热时间和变形温度范围内完成穿孔过程。 孔型设计、工艺参数调整和工具寿命 现代轧制理论将轧件与工具作为矛盾的对立统一体系进行研究,这对于难变形钢的斜轧穿孔尤为爪要。除了像由桶形轧辊发展为锥形轧辊、主动旋转导盘代替固定导板等结构性的变革以外,轧辊、导盘(板)、顶头形状设计和工艺参数的调整,既是穿孔过程中的变动因素,又是对穿孔过程有重要影响的控制因素。 笔者认为,前苏联所进行过的大喂入角、大延伸系数和主动旋转顶头等工艺试验,我们应组织力作进一步深入研究。此外,轧辊的堆焊复合制造和修复、辊而刻花和辊压、顶头表面的特殊热处理等技术,既对从管坯咬入到穿孔过程的建立和稳定、快速穿孔起很大的作用,又对提高不锈钢管内外表面质量和降低消耗起决定性作用,因此应予以足够的重视。
316L不锈钢管焊接方法 根据管道管径和壁厚的不同,选用钨极氩弧焊或氩电联焊进行管道焊接,一般壁厚≤6mm的管道,采用钨极乞弧焊焊接:壁厚>6mm的管道,采用钨极氩弧焊打底焊,焊条电弧焊填充及盖面焊的焊接方法。 在保证焊透及熔合良好的条件下,焊接参数尽量采用小电流、小电压和快速焊,以减小焊接线能量,也可通过增加焊接层道数来控制焊接线能量,即多层多道焊的焊接工艺,并采用短电弧、快速焊、窄道焊、不摆动或小摆动的操作方法,尽食保持电弧电压的稳定。 应防止焊层厚度过厚,以减少热输入,并有利于气体析出。每层焊缝应连续焊完,层间接头应错开。层间温度控制在100℃以下,采用红外线测量仪测量。 每焊完一层焊缝,必须彻底打磨清渣,并经质量检查合格后方可进行下一层焊接。 钨极氩弧焊的操作要领 钨极氩弧焊应选用带高频引弧的焊机,钨极选用钨棒,钨极肺成尖部直径0.4mm,夹角30°-60°的尖状,可保证电弧稳定。使用扛气的纯度应在99.96%以上。氩弧焊始焊时应提前送气,停焊时滞后停气。为防止焊缝内表面的铬等合金元素氧化,影响接头质量,焊缝背面必须采用充氩保护措施。 焊条电弧焊的操作要领 焊前CHS022焊条必须经300-350℃烘焙lh.防止焊接过程出现气孔、延迟裂纹等缺陷。烘干温度不宜过高,烘焙时间也不宜过长。 不要重复烘干,随烘随用,以防药皮脱落。 烘干记录表格上必须有烘干炉号的记录,且为流水号。现场回收焊条按要求再次烘干和记录。 焊工必须使用焊条筒,并在施焊时一根一根地取用,保证使用中的焊条温度符合要求。焊条筒每个焊工一个,不得串用。 采用电弧焊时,坡口两侧各100mm范围内应涂白亚粉或其他防粘污剂。不允许焊条在非焊接部位引弧,以避免产生引弧迹点。
选购2520不锈钢管来电咨询来陕西省汉中市找金宏通钢管有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:郭学振-13165114567,{QQ:200418818},地址:[大桥路东方兴业钢材市场111室]。










