


以下是:108*3不锈钢碳素钢复合管厂家的产品参数108*3不锈钢碳素钢复合管厂家,俊邦金属材料有限责任公司 为您提供108*3不锈钢碳素钢复合管厂家的资讯,联系人:张经理,电话:18906356454、13406352610,QQ:502309354,发货地:开发区工业园发货到江西省 景德镇市 昌江县、珠山区、浮梁县、乐平市。 江西省,景德镇市 景德镇设镇于东晋时期,始称“昌南”,后易名“新平”,辖于江州;唐天宝元年(742年)更名“浮梁”;北宋赵恒景德元年定名“景德镇”,辖于浮梁县;解放后从浮梁县分出,置景德镇市;1960年,浮梁县并入景德镇市。景德镇市是世界瓷都,中国直升机工业的摇篮、首批历史文化名城、世界手工艺与民间艺术之都、中国魅力文化旅游城市和生态文明建设示范市。
一分钟的时间,对于了解我们的108*3不锈钢碳素钢复合管厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
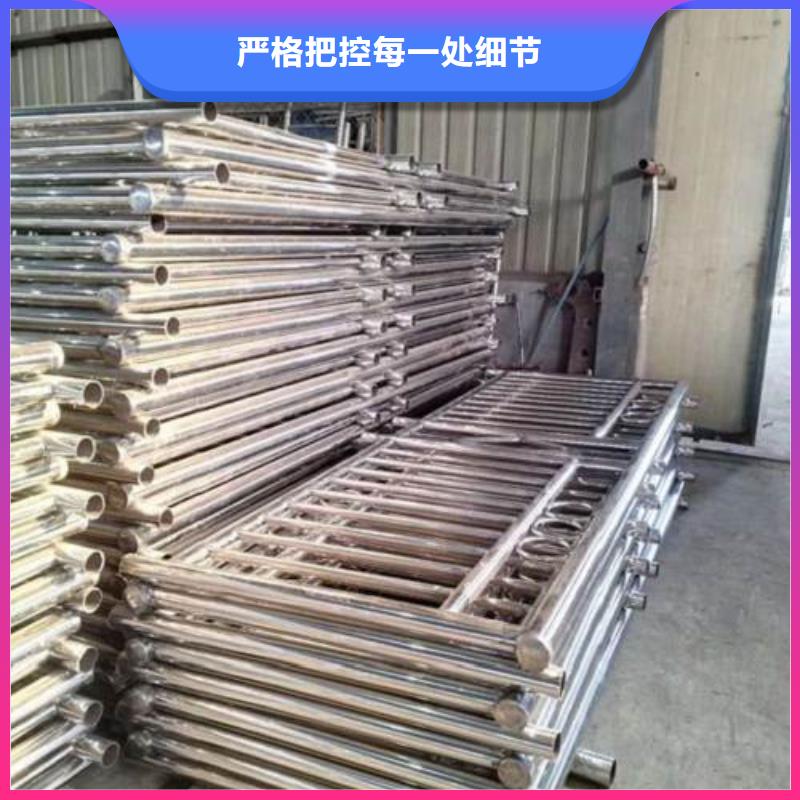
以下是:108*3不锈钢碳素钢复合管厂家的图文介绍
江西景德镇俊邦金属材料有限责任公司长期致力于 道路/河道护栏的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 道路/河道护栏产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际 道路/河道护栏产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。
焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
3.10 焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
我公司内衬不锈钢复合钢管的焊接焊缝经中国船舶工业总公司船舶工艺研究所做的“焊接工艺评定报告”:复合钢管焊接试样的抗拉强度达到550~565N/mm2。
3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于输送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。
不锈钢立柱材质多为不锈钢201,304,广泛应用于楼梯,栏杆,扶栏,扶手的支撑柱,表面一般是磨砂拉丝,或镀金处理。立柱主体板材一般选用6-15MM厚,市场上规格多为高度为850*50MM或1050*50MM,加上玻璃抓手等配件。立柱主体是靠精准切割设备切割出来的,可以切割出各种形状,再钣金加工,玻璃驳接紧固件大都是铸造出来的。
用途
不锈钢立柱主要作为栏杆扶手的支撑柱。通过焊接或紧固螺丝与扶手面管进行固定,主要用作不锈钢楼梯扶手、阳台护栏、通道栏杆等栏杆扶手的支撑柱。用于制作立柱的不锈钢,常见的材质一般有:SUS201、SUS304、SUS316、SUS316L等,这些也是装饰领域用得多的不锈钢材质系列。
复合管是近10年发展较快的一种工程管道,品种、功能繁多,性能优越,形成了比较成熟的工艺技术,并且已经投产。主要的工艺方法很多比如热轧复合方法、热挤压复合法、铸造复合方法、爆炸焊接复合方法、组合式双金属复合管生产方法、激光包覆法等。在技术开发方面日本后来居上。据文献报道,日本在80年代初就陆续研制和开发了多种复合工艺。
其中典型的热轧或热轧加冷成型工艺可以实现包覆材料与基材界面的冶金结合,质量优良。其产品广泛用于石油化工、化工行业、石油及天然气工业等。
目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。
在江西省景德镇市采购108*3不锈钢碳素钢复合管厂家请认准俊邦金属材料有限责任公司 ,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-13406352610,QQ:502309354,地址:开发区工业园)。










