

以下是:景观不锈钢复合管护栏厂家的产品参数景观不锈钢复合管护栏厂家,俊邦金属材料有限责任公司 为您提供景观不锈钢复合管护栏厂家产品案例,联系人:张经理,电话:18906356454、13406352610,QQ:502309354,发货地:开发区工业园发货到北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区。 北京市 北京市(Beijing),简称“京”,古称燕京、北平,中华民族的发祥地之一,是中华人民共和国首都、直辖市、中心城市、超大城市,国务院批复确定的中国政治中心、文化中心、国际交往中心、科技创新中心,中国历史文化名城和古都之一,世界一线城市。截至2023年10月,北京市下辖16个区,总面积16410.54平方千米。2022年末,北京市常住人口2184.3万人。
无论您是初次接触还是已经熟悉,我们的景观不锈钢复合管护栏厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:景观不锈钢复合管护栏厂家的图文介绍
内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
3.6 焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7 焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
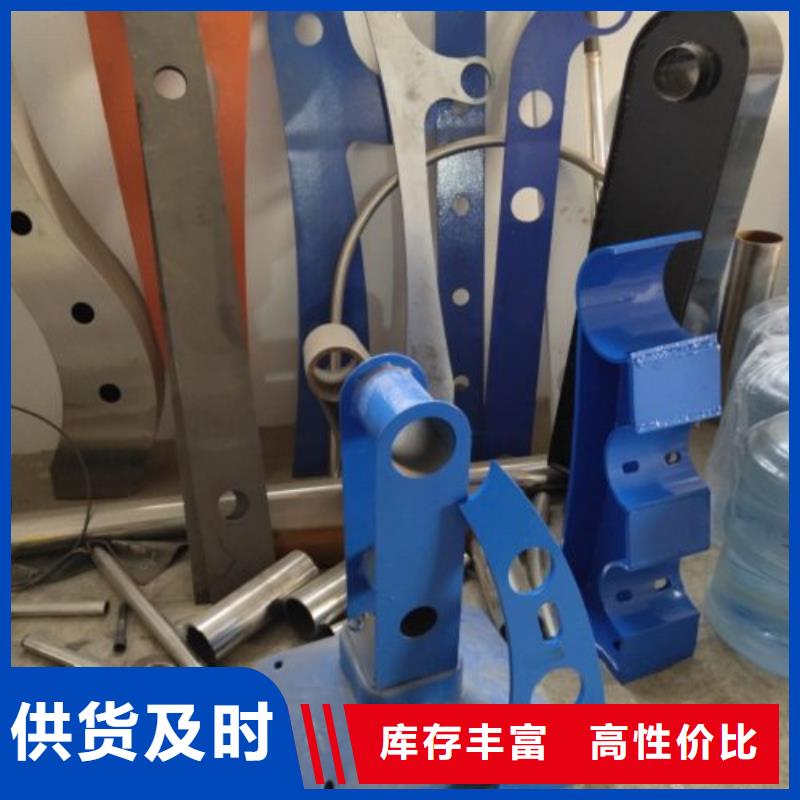
聊城俊邦不锈钢复合管厂有大型数控异形切割机、离子切割机、冲床、镀锌、喷塑车间专业生产护栏钢板立柱,护栏立柱、各样式钢板立柱,镀锌喷塑钢板立柱,各种异形钢板切割等。 钢板立柱主要原料材质有Q235系列钢板(Q195-235)和不锈钢钢板,经过镀锌喷塑处理,使钢板耐酸耐碱耐腐蚀、日晒雨淋不生锈,不脱层、经久耐用、豪华美观豪、质坚、价廉等一系列突出优点,使表面光滑明亮达到美观的效果!立柱和我们的不锈钢复合管组合制作的护栏也成为时尚主流,大多旅游景点已经逐步在更换这种产品!其特点美观,耐腐蚀,成本比纯不锈钢便宜很多!不锈钢复合管与镀锌喷塑钢板立柱配合,做成桥梁/河道护栏、楼梯扶手栏杆、道路护栏、人行扶手和各种金属景观护栏,不仅牢固、大方,且可造型各异,给都市一种亮丽风景。
北京俊邦金属材料有限责任公司不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 道路/河道护栏产品及服务,为顾客创造价值,为社会进步做出贡献。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
3.10 焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
我公司内衬不锈钢复合钢管的焊接焊缝经中国船舶工业总公司船舶工艺研究所做的“焊接工艺评定报告”:复合钢管焊接试样的抗拉强度达到550~565N/mm2。
3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于输送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。
景观不锈钢复合管护栏厂家_俊邦金属材料有限责任公司 ,固定电话:13406352610,移动电话:18906356454,联系人:张经理,QQ:502309354,开发区工业园 发货到 北京市。














