


以下是:51*2.5不锈钢复合管供应的产品参数51*2.5不锈钢复合管供应,俊邦金属材料有限责任公司 专业从事51*2.5不锈钢复合管供应,联系人:张经理,电话:18906356454、13406352610,QQ:502309354,发货地:开发区工业园发货到甘肃省 合作市 合作、临潭县、卓尼县、舟曲县、迭部县、玛曲县、碌曲县、夏河县,以下是51*2.5不锈钢复合管供应的详细页面。 甘肃省,甘南藏族自治州 甘南被誉为“中国的小西藏,甘肃的后花园”,有尕海、则岔2个自然保护区,莲花山、冶力关2个森林公园,桑科草原、黄河首曲、大峪沟等几十处自然景区;有全国文物保护单位夏河拉卜楞寺、卓尼禅定寺和碌曲郎木寺等121座藏传佛教寺院;有天险腊子口、俄界会议遗址等十多处革命历史遗迹;有香浪节、晒佛节、采花节、花儿会等民俗节庆活动。
想要更直观地感受51*2.5不锈钢复合管供应产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:51*2.5不锈钢复合管供应的图文介绍
复合管的激光包覆法:用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。
不锈钢晶间腐蚀:晶间腐蚀是一种常见的局部腐蚀。腐蚀沿着金属或合金的晶粒边界或它的邻近区域发展,晶粒本身腐蚀很轻微,这种腐蚀便称为晶间腐蚀。
这种腐蚀使晶粒间的结合力大大削弱,严重时可使机械强度完全丧失。例如遭受这种腐蚀的不锈钢工字钢,表面看起来还很光亮,但经不起轻轻敲击便破碎成细粒。由于晶间腐蚀不易检查,所以廷民设备的突然破十,它的危害性很大。不锈钢、镍基合金、铝合金、镁合金等都是晶间腐蚀敏感性高的材料。在受热情况下使用或焊接过程都会造成晶间腐蚀的问题。以晶间腐蚀为起源,在应力和介质的共同作用下,可使不锈钢、铝合金等诱发晶间应力腐蚀,所以晶间腐蚀有时是应力腐蚀的先导。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。① 内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。② 外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。
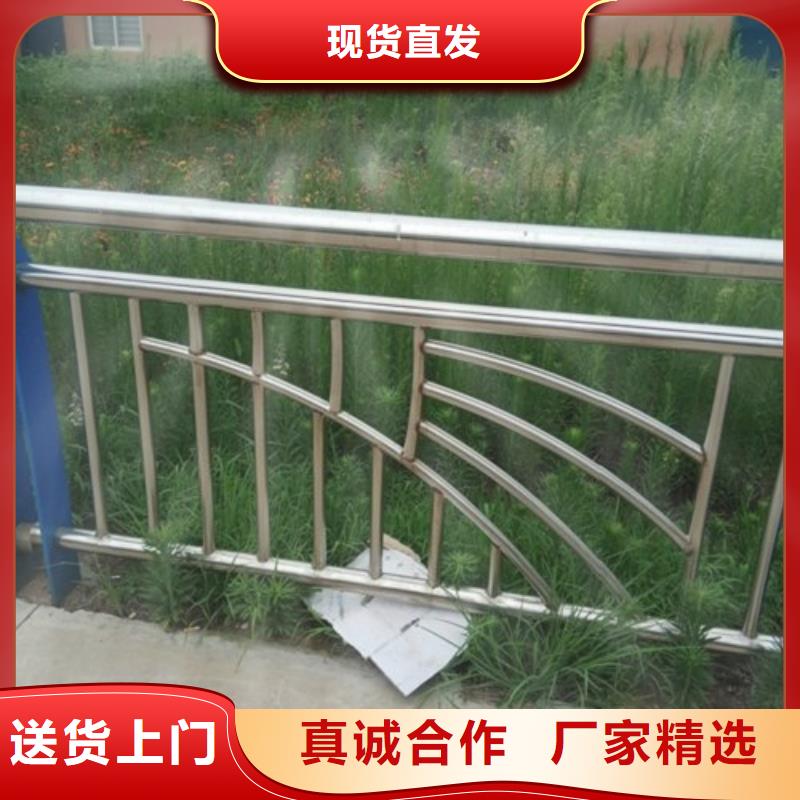
不锈钢复合管护栏不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常,不污染,是景观护栏的佳选择。 抗老化:在-50℃至70℃下使用不褪色、耐腐蚀、度、不生锈、美观典雅,确保10年不褪色,抗老化可达30年。
本产品采用镀锌涂塑护栏立柱,是由Q195-Q235钢板去除钢板表面的氧化铁,经酸洗后镀锌,镀锌完成后经表面清理,静电喷塑(涂塑),高温烤制而成,具有镀层、塑层均匀,附着力强,表面光洁,使用寿命长等优点。因而镀锌涂塑护栏的及寿命远远超越油漆等常规处理的钢管,镀锌喷塑护栏立柱还有一个优点就是可以根据客户的要求来制定任意颜色,从而制作出具有地方特色的独特不锈钢复合管护栏及护栏立柱。
具有良好的机械性能。由于内外两层均为金属材料,所以其抗压、抗冲击性强,抗拉强度大,伸长率高,弹性模量值高,热膨胀系数小。尤其适宜为建筑给水的立管和地埋敷设。
二、结合强度高。碳钢不锈钢复合管是将内层的不锈钢管套入热镀锌钢管内,在机械力的作用下,使镀锌钢管做缩径处理,内层不锈钢管做扩径处理,使两层材质紧密结合,其结合强度超过 标准规定1mpa以上。由于内外层材质相近,所以不会产生分裂现象。
三、防锈耐腐蚀性好。不锈钢材质由于具有防锈和耐氧化、耐酸碱、耐晶间腐蚀性良好等化学性能,其防锈和防蚀比其它材质优越。内衬不锈钢复合管和不锈钢管件配套连接,其适用范围更广泛,除一般供水供热供气外,还适用于化工、医药、石油、食品、电镀等防蚀要求高的行业。
四 、耐热耐寒,冷热两用。耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。
在公司发展壮大的8年里,甘肃甘南俊邦金属材料有限责任公司始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 道路/河道护栏。我们有好的 道路/河道护栏产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.
内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
3.6 焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7 焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
51*2.5不锈钢复合管供应,俊邦金属材料有限责任公司 为您提供51*2.5不锈钢复合管供应产品案例,联系人:张经理,电话:18906356454、13406352610,QQ:502309354,发货地:开发区工业园。















