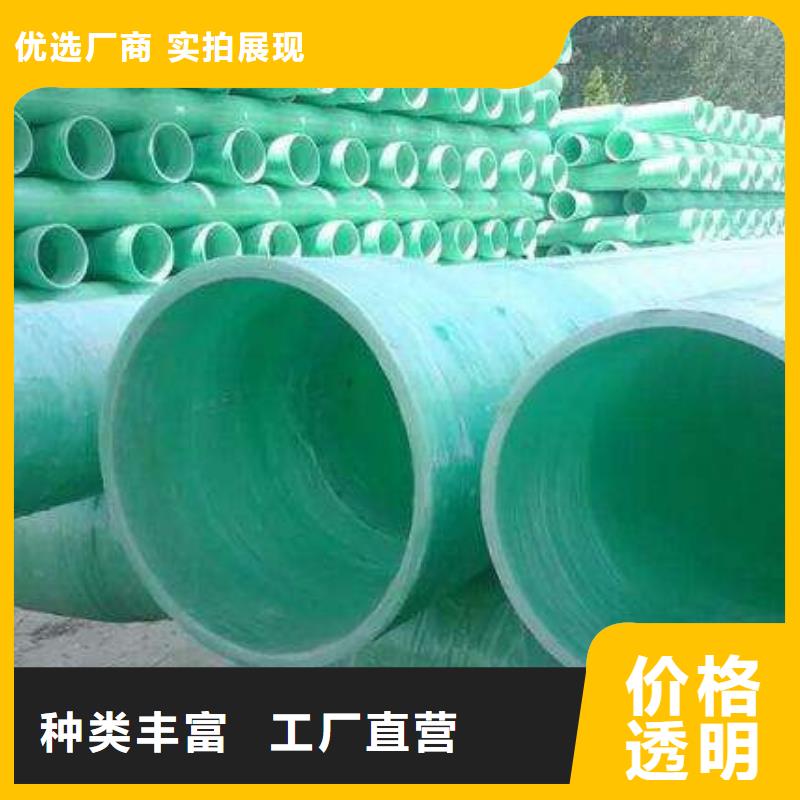
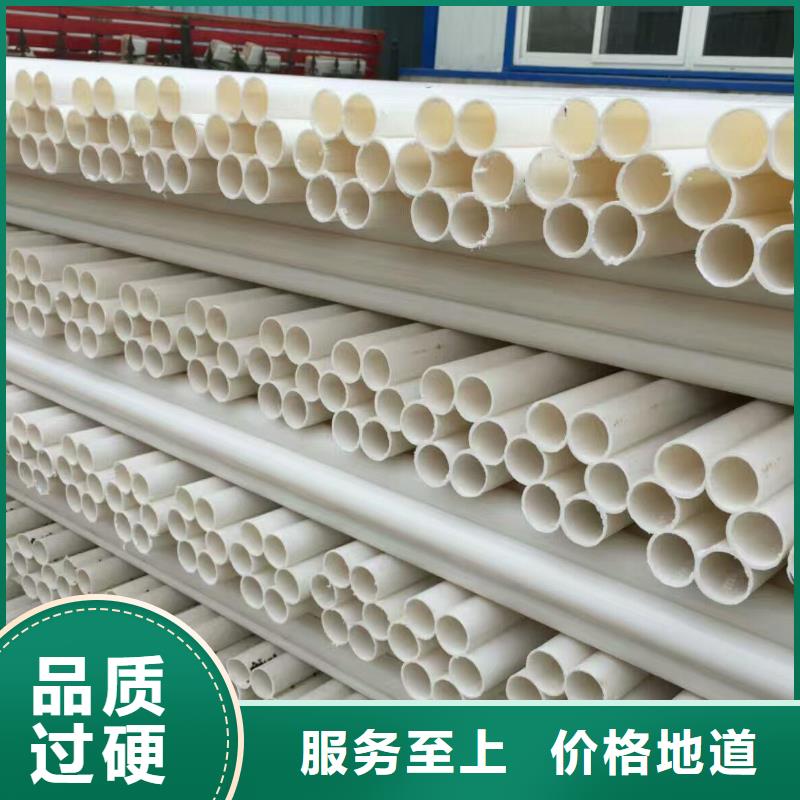

以下是:DN200*9.5电力管诚信商家的产品参数
产品参数 产品价格 3 发货期限 11 供货总量 1000000 运费说明 1 电力管 电缆管 排水管 HDPE DN200*9.5电力管诚信商家,鑫兴管业有限公司为您提供DN200*9.5电力管诚信商家,联系人:唐经理,电话:139-69587069、13969587069,QQ:544502350,请联系鑫兴管业有限公司,发货地:闫楼开发区发货到河南省 安阳市 文峰区、北关区、殷都区、龙安区、汤阴县、滑县、内黄县、林州市。 河南省,安阳市 安阳市,河南省辖地级市,古称殷、邺城等,位于河南省北部,地处河南省、山西省、河北省三省交界处,是豫晋冀三省交界地区、区域性中心城市,京津冀周边协同发展区城市,东接濮阳市,西临长治市,南接鹤壁市、新乡市,北临邯郸市,总面积7413平方千米。截至2023年5月,全市4个市辖区、4个县,代管1个县级市。截至2022年末,全市常住人口541.7万人。
简约设计,不简单内涵。观看我们的DN200*9.5电力管诚信商家产品视频,用少的话语传达真实的产品价值。以下是:DN200*9.5电力管诚信商家的图文介绍
河南安阳鑫兴管业有限公司技术力量雄厚,设备先进, 双壁波纹管生产工艺规范,检测手段齐全,各项管理严格,加之多品种、系列化的配套服务,重质量、守信誉的经营战略,给企业带来了勃勃生机,成为河南安阳创税大户。 企业衷心感谢各界朋友对我方 双壁波纹管产品的信任与支持,在今后的交往中,我们将一如既往,以“优异的 双壁波纹管产品、良好的信誉、贴心的服务”奉献给用户,造福社会。
MPP电力管熔接过程:1、管材两端的污物。将管材置于机架卡瓦内,使两端伸出的长度相当。管材机架以外的部份应有支撑物托起。使管材轴线与机架中心线处于同一高度,然后将卡瓦固定好。置入铣刀,铣削管材。直到管材两端面均出现连续的切削后,撤掉压力,让铣刀空转两、三周后再退开活动架,关闭铣刀开关。切屑厚度应为0.1-1mm,通过调节铣刀片的高度调节切屑厚度。2、取出铣刀,合拢两端管材。检查端面对其情况。管材两端错位量不应超过管壁厚的10%,合拢时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn<225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持接触,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。然后合拢两管端。其切换时间应尽可能短,不能超过规定值。且合拢时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在首次焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。应保证两端面间有足够的熔融物料。如熔融物料过多,则适当增加合拢压力。反之,则适当减小合拢压力。知道确定教佳压力为止。以确保焊接质量。7、将压力上升至规定值,保压冷却5分钟。自然冷却到常温后,卸压,松开卡瓦,取出管材,焊接完成。
MPP电力管的焊接方式实施过程中的注意事项:MPP电力管待焊管材管件端面是否清洁,如存在杂质,终熔接的效果肯定受到影响;氧化层的刮除,不刮除或是刮除程度不够很可能会引起熔接百分之百的失败;电熔管件与待焊管材或管件的组装是否正确也会影响终焊接的质量。此外,焊接前电熔管件的贮存条件是否符合标准以及焊接后冷却的过程是否得当等都是影响终焊接质量的因素。而在国内这些方面进行规范和必要的施工技术配套则落后于MPP电力管发展应用的速度,从而一定程度上制约了MPP电力管道的推广应用。因此,对工程技术人员以及施工人员进行专业培训,逐步实现持证上岗是使MPP电力管道施工走向正规和良好发展的有效途径。
MPP电力管熔接方式:MPP电力管熔接方式顾名思义就是热熔连接方式,采用了热熔焊方式进行连接,熔接点要控制在二百摄氏度左右,但一定不要超过220度。当温度达到要求以后,接口两边对接。当MPP电力管的连接方式为热熔接焊时,接口不处理好的话,很容易出现损伤电缆线或接口拉扁的状况,所以MPP电力管一定要使用全新的材料。
DN200*9.5电力管诚信商家_鑫兴管业有限公司,固定电话:13969587069,移动电话:139-69587069,联系人:唐经理,QQ:544502350,闫楼开发区 发货到 河南省安阳市。







