

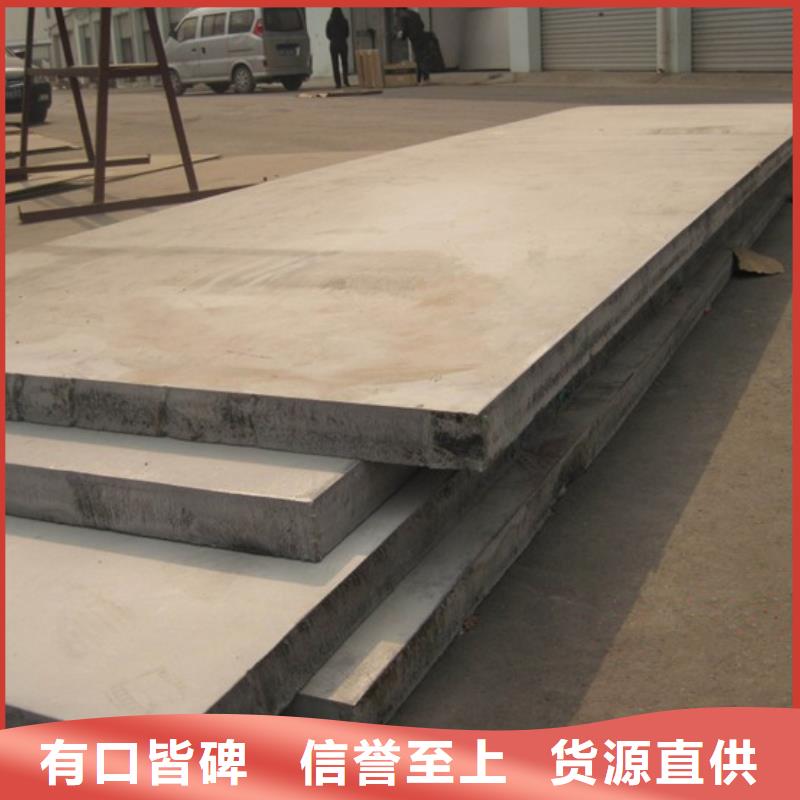

以下是:Q235B中板数控切割可配送的产品参数
材质 Q235 产地 天津 规格 齐全 型号 钢板 品牌 大厂家 用途 广泛 Q235B中板数控切割可配送,阔恒兴旺国际贸易有限公司为您提供Q235B中板数控切割可配送,联系人:杨经理,电话:13312022929、13312022929,QQ:1114015854,请联系阔恒兴旺国际贸易有限公司,发货地:北辰区韩家墅钢材市场发货到新疆 乌鲁木齐市 。 新疆维吾尔自治区,乌鲁木齐市 乌鲁木齐市地处中国西北地区、新疆中部、亚欧大陆中心、天山山脉中段北麓、准噶尔盆地南缘,介于东经86°37'33"—88°58'24",北纬42°45'32"—45°00'00"之间,属中温带大陆性干旱气候,毗邻中亚各国,是新疆的政治、经济、文化、科教和交通中心,世界上距离海洋远的大城市,有“亚心之都”的称呼,是第二座亚欧大陆桥中国西部桥头堡和中国向西开放的重要门户,是世界上内陆、距离海洋和海岸线远的大型城市(2500千米)。
为了给您提供更的Q235B中板数控切割可配送产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:Q235B中板数控切割可配送的图文介绍新疆乌鲁木齐阔恒兴旺国际贸易有限公司是一家以 钢板数控切割设计、加工、安装为一体的实业公司,自公司成立以来一直遵循“追求、创造”的经营理念,承“信誉至上”的服务宗旨,坚持“质量与公司共存、信誉与客户同在”的质量方针.以雄厚的经济实力为基础、不断的开拓创新、积j i进取,从而赢得了较高的市场占有率,得到了广大客户的一致认可与好评迅速成为了行业中的佼佼者.目前公司的 钢板数控切割业务正蒸蒸日上、稳健发展,我们将一如既往的为广大客户提供优良的 钢板数控切割产品和的售后服务,携各界同仁之手为 钢板数控切割行业的欣荣、国民经济的富强而斗!
钢材出口增长较快。国内钢材市场供需失衡刺激企业出口。1-6月,我国累计出口钢材3069万吨,同比增长12.6%;进口钢材683万吨,下降1.8%,进口钢坯和钢锭32万吨,增长50%。将坯材折合粗钢,累计净出口2506万吨,同比增长17.3%,占我国粗钢产量的6.4%。从出口价格看,1-6月出口棒线材均价624.3美元/吨,同比下降18%;板材835.2美元/吨,同比下降2.8%。
(四)钢厂及社会库存高位运行。市场供需矛盾向流通领域蔓延,国内钢材库存延续上年末增长态势。3月15日达到历史 的2252万吨,比上年 点增加351万吨,其中建筑钢材库存1432万吨,占库存总量的63.6%。之后,随着季节性消费增加,库存逐渐回落,7月26日降至1540万吨。市场供大于求也推高钢厂库存,3月中旬重点企业钢材库存创历史记录,达到1451万吨,同比增长29.7%,6月下旬降至1268万吨,仍比年初增长29.9%,比2012年同期增长11.4%。
(五)钢厂盈利水平逐月下滑。2013年上半年,冶金行业实现利润736.9亿元,同比增长13.7%,其中黑色金属冶炼和压延加工业实现利润454.4亿元,同比增长22.7%。1-5月份重点大中型钢铁企业的盈利状况远不如行业总体水平,并呈逐月下降态势,尽管实现利润增长34%,但也仅有28亿元,销售利润率为0.19%。5月当月,86家重点大中型钢铁企业仅实现利润1.5亿元,连续5个月环比下滑,其中34家亏损,亏损面高达40%。
将工件加热到预定温度,保温一定的时间后缓慢冷却的金属热处理工艺。退火的目的在于:①改善或钢铁在铸造、锻压、轧制和焊接过程中所造成的各种组织缺陷以及残余应力,防止工件变形、开裂。②软化工件以便进行切削加工。③细化晶粒,改善组织以提高工件的机械性能。④为终热处理(淬火、回火)作好组织准备。常用的退火工艺有:①完全退火。用以细化中、低碳钢经铸造、锻压和焊接后出现的力学性能不佳的粗大过热组织。将工件加热到铁素体全部转变为奥氏体的温度以上30~50℃,保温一段时间,然后随炉缓慢冷却,在冷却过程中奥氏体再次发生转变,即可使钢的组织变细。②球化退火。用以降低工具钢和轴承钢锻压后的偏高硬度。将工件加热到钢开始形成奥氏体的温度以上20~40℃,保温后缓慢冷却,在冷却过程中珠光体中的片层状渗碳体变为球状,从而降低了硬度。③等温退火。用以降低某些镍、铬含量较高的合金结构钢的高硬度,以进行切削加工。一般先以较快速度冷却到奥氏体不稳定的温度,保温适当时间,奥氏体转变为托氏体或索氏体,硬度即可降低。④再结晶退火。用以金属线材、薄板在冷拔、冷轧过程中的硬化现象(硬度升高、塑性下降)。加热温度一般为钢开始形成奥氏体的温度以下50~150℃,只有这样才能加工硬化效应使金属软化。⑤石墨化退火。用以使含有大量渗碳体的铸铁变成塑性良好的可锻铸铁。工艺操作是将铸件加热到950℃左右,保温一定时间后适当冷却,使渗碳体分解形成团絮状石墨。⑥扩散退火。用以使合金铸件化学成分均匀化,提高其使用性能。方法是在不发生熔化的前提下,将铸件加热到尽可能高的温度,并长时间保温,待合金中各种元素扩散趋于均匀分布后缓冷。⑦去应力退火。用以钢铁铸件和焊接件的内应力。对于钢铁制品加热后开始形成奥氏体的温度以下100~200℃,保温后在空气中冷却,即可内应力。
4.2工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:
气割表面缺陷和原因分析
缺陷类型产生原因图示说明
切割面粗糙 a、切割氧压力过高
b、割嘴选用不当
c、切割速度太快
d、预热火焰能量过大
切割面缺口 a、切割过程中断,重新起割衔接不好
b、钢板表面有厚的氧化皮、铁锈等
c、切割机行走不平稳
切割面内凹 a、切割氧压力过高
b、切割速度过快
切割面倾斜 a、割炬与板面不垂直
b、风线歪斜
c、切割氧压力低或嘴号偏小
切割面上缘呈珠链状 a、钢板表面有氧化皮、铁锈
b、割嘴到钢板的距离太小,火焰太强
切割面上缘熔化 a、预热火焰太强
b、切割速度太慢
c、割嘴离板件太近
切割面下缘粘渣 a、切割速度太快或太慢
b、割嘴号太小
c、切割氧压力太低
5.热切割件检验指标:
5.1气割完毕后,应对钢材切割面进行检查,其切割面应无裂纹、夹渣和大于1mm的缺棱,检查方式为外观检查。
5.2气割完毕后,应在切割件上注明工程名称、零件编号及所属班组。
5.3切割后零件的外观质量应作为常规项目进行检查,如切割后零件的外形尺寸、断面光洁度、槽沟、断口垂直度、坡口角度、钝边高度、局部缺口、毛刺和残留氧化物;气割后零件的允许
Q235B中板数控切割可配送,阔恒兴旺国际贸易有限公司为您提供Q235B中板数控切割可配送产品案例,联系人:杨经理,电话:13312022929、13312022929,QQ:1114015854,发货地:北辰区韩家墅钢材市场。








