


以下是:xar400耐磨钢板销售的产品参数在广西省桂林市采买xar400耐磨钢板销售到景博钢材有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:薛经理-13280467775,QQ:3194201688,地址:《汇通物流园发货到广西省 桂林市 秀峰区、叠彩区、七星区、雁山区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市》。 广西壮族自治区,桂林市 桂林市,简称“桂”,古称桂州、静江、始安,广西壮族自治区辖地级市,省域副中心城市,地处中国华南,湘桂走廊南端,位于南岭山系西南部、桂林—阳朔岩溶盆地北端中部,处在“湘桂夹道”中,属亚热带季风气候,总面积2.78万平方千米。截至2023年5月,全市辖6个市辖区、8个县、2个自治县,代管1个县级市。截至2022年末,桂林市常住人口为495.63万人。
我们的xar400耐磨钢板销售视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
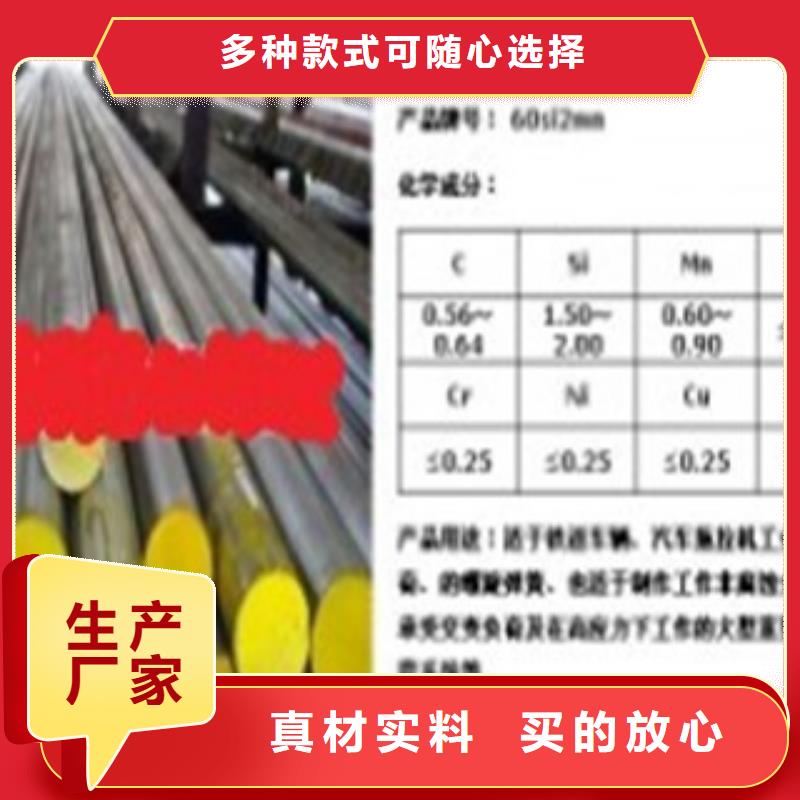
以下是:xar400耐磨钢板销售的图文介绍广西桂林景博钢材有限公司主营产品有 耐磨板,本公司库存量充足,品种齐全,并且可以根据客户要求加工定做。公司历经几年的发展,现已成为行业领先、工艺技术装备水平高、品种规格齐全的射线防护生产销售于一体的企业,并与各大厂商组建联合销售。我公司以“雄厚的技术力量、高品质的产品、合理的价格及周到快捷的服务作为不懈进取的准则;不断的向新老客户提供更好、更新、更的技术支持。诚信为根,质量为本、价格合理是我们的宗旨。广西桂林景博钢材有限公司欢迎新老客户来公司参观指导或来电、来函洽淡业务。服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。郑重承诺:保证以优质的质量、良心的价格、完善的服务来答谢新老顾客的信赖!
新型顶燃式热风炉技术原理和研究过程
2.1 新型顶燃式热风炉理论研究
热风炉是典型的蓄热室热交换器,其热交换过程具有周期性和非稳态的特点,因此对热风炉蓄热放热的研究应以非稳态热交换理论为基础,建立热风炉蓄热室非稳态热交换方程组,利用数值计算方法求解。
自主研发了热风炉燃烧和传热计算程序,可根据不同工况条件和操作制度,优化热风炉蓄热面积和结构尺寸,大大提高了设计效率和设计精准性。
2.2 新型顶燃式热风炉计算流体力学研究
用CFD技术(计算流体力学技术)进行模拟计算,针对特大型耐磨板新型顶燃式热风炉的结构形式,建立三维模型,优化燃烧器结构形式,合理设置助燃空气和煤气的烧嘴布置,使燃烧产生的高温烟气形成均匀有序的旋流流场,使蓄热室被均匀加热,提高其利用率,实现换热。
利用CFD技术优化设计新型顶燃式热风炉,从理论研究的层面确保热风炉及其燃烧器能够满足特大型耐磨板超高风温的工作要求,确保CO完全燃烧,炉内温度分布均匀,产生均匀有序的高温烟气旋流流场,均匀进入蓄热室,充分发挥蓄热室的储热放热功能。
2.3 新型顶燃式热风炉冷态实验研究
为研究掌握不同喷口形式对热风炉内部流场分部的影响规律,根据相似定律,搭建了新型顶燃式热风炉冷态实验模型,通过测定不同喷口处的气体流速,检验气体分配的均匀性;通过测量冷态模型内部的速度、压力、温度,对数值模拟的计算结果进行验证;通过调整空煤气的喷口形式和角度,结合实验和计算机模拟,找出适用于实际热风炉的规律;根据测定的压力损失,推算实际热风炉的压力损失。
首钢国际工程公司自主开发设计的首钢迁钢1580mm耐磨板工程双排式托盘耐磨板运输自动化控制系统于2010年2月2日正式投入运行,这标志着双排式托盘耐磨板运输系统首次采用国内自主研发设计的自动化控制系统取得成功。
首钢国际工程公司自主开发的双排式托盘耐磨板运输系统为世界首创,已获得四项 授权。其中,自动化控制系统是整个运输系统中的重要组成部分,由首钢国际工程公司完全独立研发并成功投入应用。截至目前为止,本系统已在首钢迁钢1580mm耐磨板托盘运输线投入使用15个月,在首钢京唐1580mm耐磨板托盘运输线投入使用13个月,实现了“一键式、全自动”的运输功能,取得了显著的应用效益,具有广阔的市场推广前景。
1.双排式托盘耐磨板运输自动控制系统技术应用背景
目前国内冷轧、耐磨板耐磨板运输系统主要由汽车、步进梁和运输链组成。随着国内轧钢水平的日益提高,耐磨板耐磨板生产量和速度逐渐加快,需要一种更的运输方式。双排式托盘运输系统能够高速稳定的将耐磨板运送到耐磨板存储区和下一加工环节,正在替代以往钢厂采用的汽车运输、步进梁、运输链等传统运输系统,极大地节省了人力、物力,同时提高了运输效率,降低故障率。双排式托盘运输系统由两排辊道组成,一排运输载有耐磨板的重载托盘,另一排运输卸载完耐磨板的空托盘,在小车,辊道,横移辊道,转台等设备的配合下实现托盘在运输线上的循环使用。在运输过程中完成了耐磨板的检查、打捆、喷号、称重、入库等控制过程。
作为整个运输系统必不可少的部分,托盘运输自动化控制系统将整个运输系统贯穿起来,其成败直接影响着整个运输系统、乃至整条轧线的运行效率。经过几年的努力,首钢国际工程公司独立开发了双排式托盘运输自动化系统,其高度的自动化与信息化在国内尚属首例。
2.双排式托盘耐磨板运输自动控制系统的构成
双排式托盘运输自动控制系统主要由一级自动化控制系统(L1)和二级过程控制系统(L2)组成,系统配置图如图1所示。
一级控制系统硬件主站采用两套西门子S7-400系列PLC,选用西门子ET200M做现场远程IO站进行信号采集和控制信号输出;现场操作柜上设触摸屏,配合少量按钮实现设备的现场手动点动灵活操作;整个系统采用分区式急停系统,即保证了整个运输系统的性,又 限度的减少局部故障对整个运输系统所造成的影响。在操作室设上位机,使用Wonderware INTOUCH软件制作人机操作界面(HMI),操作人员通过HMI对整条运输线的运行情况进行控制和监视。
二级硬件系统主要由二级服务器和二级用户操作机组成,二级系统作为整条运输线的指挥和管理系统,是连接运输一级与轧线二级、生产三级的重要环节,运输二级主要通过与运输一级、轧线二级、生产三级的通讯、数据采集、处理、查询等对耐磨板信息跟踪,从而实现数据的交互、自动打捆、自动喷号、进检查线、转台方向、吊装点(入库位置)的控制等功能,同运输一级系统结合完成运输系统的自动化控制,实现了“一键式、全自动”的运输功能。
首钢国际工程公司在带式焙烧机系统中主要技术创新点
3.1带式焙烧机主要技术创新点
(1)机头布料技术
带式焙烧机的布料设备包括生球布料和铺边底料两个部分。生球布料由3个设备联合组成:往复布料器—宽皮带—双层辊筛布料器。宽皮带的速度可调,其宽度一般比焙烧机台车宽300mm左右。在宽皮带上装有电子秤,随时测出给到台车上的生球量。边底料从铺底料槽分别通过边底料溜槽给到台车上,并用阀门调节给料量。铺底料槽装有称量装置,控制料槽料位。
由首钢国际工程公司自主创新开发的往复式布料器可以实现单行程布料功能,布料速度根据宽皮带机速可调节,保证生球布料方向垂直于宽皮带,而且在宽皮带上生球料厚均匀。此种布料形式相对于链箅机-回转窑工艺中的摆头皮带可降低生球转运次数和落差,有效保护生球质量,提高生球粒度合格率,保证在带式焙烧机上生球层具有较好的透气性,并降低厂房高度和占地面积。生球经宽皮带到双层辊筛,将不合格的大球和小球进行筛除, 将9-16mm的合格生球均匀布置到台车上。除此之外,双层辊筛筛分过程还可以起到提高生球质量、粒度均匀、表面光滑、粉末少的效果。
设计延长了辊式布料器工作面的有效长度(增加辊子数量),有助于提高生球布料的均匀性。因为随着生球在辊子上滚动行程的增加,生球在辊子上分布的均匀性也必然提高。
(2)改进的柔性传动技术
带式焙烧机传动选用进口产品,根据京唐耐磨板生产工况,对供货商提出相应的改进要求,并自主对安装方式进行设计改进,主要体现在:
① 采用BFT柔性传动减速机,实现调整好后整体出厂整体吊装,确保一次安装到位,现场不需要对齿轮位置进行调整。提高设备性,杜绝外界污染影响。
② 采用多点测控,同时在机旁显示和远程监视控制,方便岗位工人根据机旁显示及时发现和处理问题。增加设备可靠性。
③ 对传动增加测速装置,实行有效力矩保护。
④ 在焙烧机传动上首次采用外涨套连接,以适应大型焙烧机传递大扭矩的要求,同时避免传统内涨套容易损坏主轴表面问题,有效保护传动主轴。
⑤ 首次自主设计新型力矩平衡装置的基础安装连接底座,方便安装调整和更换。
(3)台车跑偏调整技术
为防止带式焙烧机台车跑偏,在大星轮的自由轮(非传动)端设有调整装置。需要时可以通过调整此装置,使主轴(自由端)前后移动一定距离以达到纠正跑偏。
(4)台车自动复位技术
尾部星轮安装在活动性框架上(摆架)。由于焙烧机是在热状态下工作,而台车与台架的热胀程度往往是不同的(材质不同),为使焙烧机在工作状态能自由伸缩,机尾都采用摆架形式。摆架作用之一就使吸收台车水平方向的线膨胀;摆架的另一个作用就是避免台车在尾部(由水平轨道向弯道和由弯道向水平轨道过渡之处)拉缝,这样不但了台车之间的冲击,而且也避免了耐磨板及碎料粉料的散漏和减少漏风。卸料时漏下的散料由散料漏斗收集,经散料溜槽排除。
a、 与HMI通信。服务器与HMI所传输的数据量较大,数据的实时性要求高,但可允许偶尔丢失少量数据,基于此选用TCP/IP通讯方式。
b、 与一级通信。由于一级所用的系统配置是S7-400,基于此选用TCP/IP通讯方式。由于PLC的限制,采用多端口进行通信,对于不同意义的数据包在不同端口上进行传输。
c、 与轧线二级通信。实时性要求不高,为确保数据不丢失,采用DBTODB通信方式。
d、 与轧线三级通信。实时性要求不高,为确保数据不丢失,采用DBTODB通信方式。
③ 高度自动化
实现了“一键式、全自动”的运输功能。
钢卷从卷取机上进入运输系统后,在无故障情况下,不需要人工操作,可实现钢卷的自动跟踪、转台的方向控制、进检查线的控制、自动称重与记录、自动喷号、自动对夹、跨的选择、吊装位置的控制,终完成入库。
④ 高度信息化
作为整条运输线的指挥和管理系统,耐磨板运输L2系统又是工厂管理(L3)系统命令的执行者。耐磨板运输L2系统不断接收L3系统发送的数据与命令,分析判断后发送指令给L1系统;L1系统执行相关操作后将数据与执行结果返回给L2系统;L2系统将数据与执行结果上传给L3系统。整个运行过程中无需人为干预,可实现与工厂管理系统实时信息交互,从而实现自动喷号、称重、打捆、路由等自动控制。
5 双排式耐磨板运输自动控制系统技术应用前景
双排式耐磨板运输方式可以在热轧卷取区直接受卷,不需要天车辅助。承载耐磨板在运输辊道上,根据需要可自动直接被运送到检查站、热轧成品库等多个不同的目的地,无论是转向还是改变运输高度都可灵活实现。中间过程不需要人工干预。
自动化系统根据各工序的实际情况,可自动实现钢卷运输的局部存储,为下游故障处理提供缓冲时间,从而不影响上游工序的生产。整个运输过程中钢卷不落地,不需要倒运,不需要采用铁路和汽车运输。可采用全自动化操作,减少了作业人员。取消了天车上卷操作,提高了成材率,减少了工厂占地面积,是现有各种运输方式中运输能耗小、物流运输周期短的方式,完全满足冶金流程工程学对钢厂生产中运输问题的各项要求。
耐磨板运输自动化系统作为耐磨板运输系统不可缺少的部分,实现了钢卷运输的全自动运输、打捆、称重、喷号、吊装点控制等功能,降低了故障率,减少了作业人员,进一步提高了运输效率。经过2年的努力,双排式自动化运输系统成功应用到首钢迁钢1580mm与首钢京唐1580mm热轧运输线上。该技术具有广阔的市场推广前景。
今年在广西省桂林市购买xar400耐磨钢板销售有了新选择,景博钢材有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的xar400耐磨钢板销售产品。如需购买或咨询,请随时联系我们,联系人:薛经理-13280467775,QQ:3194201688,地址:汇通物流园。










