


以下是:NM500耐磨板NM500钢板多少钱一吨的产品参数NM500耐磨板NM500钢板多少钱一吨,景博钢材有限公司专业从事NM500耐磨板NM500钢板多少钱一吨,联系人:薛经理,电话:13280467775、13280467775,QQ:3194201688,发货地:汇通物流园发货到湖南省 常德市 武陵区、鼎城区、安乡县、汉寿县、澧县县、临澧县、桃源县、石门县、津市,以下是NM500耐磨板NM500钢板多少钱一吨的详细页面。 湖南省,常德市 常德市位于湖南省北部,江南洞庭湖西侧,武陵山下,史称“川黔咽喉,云贵门户”。常德城名源自《老子》“为天下溪,常德不离”;历史故事“刘海砍樵”“孟姜女哭长城”以及陶渊明笔下的《桃花源记》等浪漫主义情结贯穿常德城二千多年的历史,开创了常德独有的“善德文化”。
不要满足于简单的文字描述,点击我们的NM500耐磨板NM500钢板多少钱一吨产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
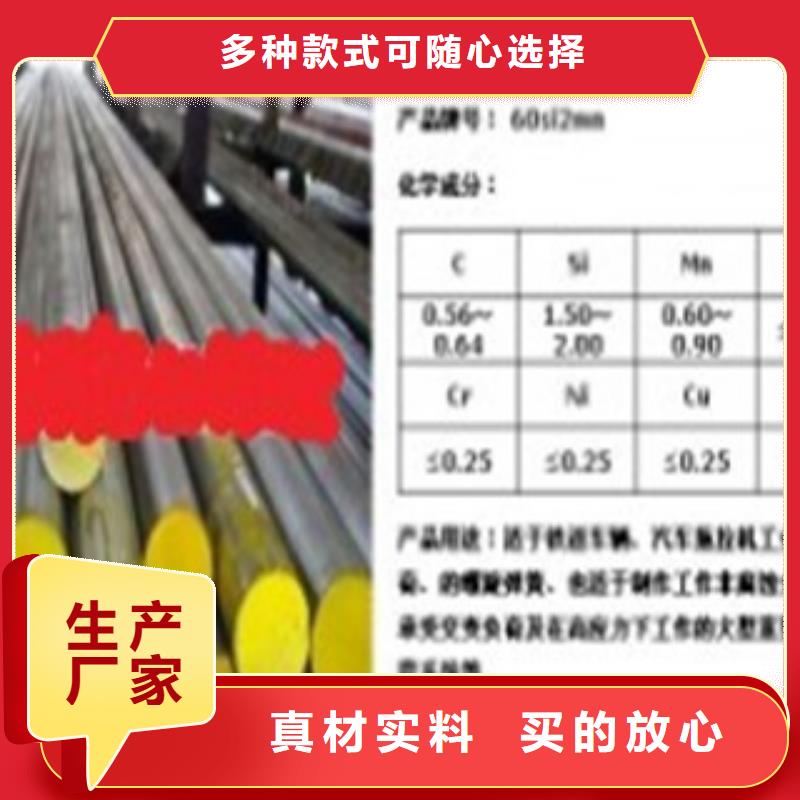
以下是:NM500耐磨板NM500钢板多少钱一吨的图文介绍
1. 技术研发历程
高炉喷吹耐磨板粉可以降低焦炭消耗,减少炼焦污染,调节炉况,促进高炉稳定顺行,强化高炉冶炼。首钢作为我国高炉喷耐磨板技术的开创者和先行者,早在1963年,就进行了系统的研究与试验,并于1964年在国内率先将其在高炉上进行工业化试验。1966年,首钢在全公司的高炉上进行推广应用,当时的年平均喷耐磨板量达159kg/tHM, 月平均喷耐磨板量达到279kg/tHM,创造了当时的世界纪录。1994年,在首钢1726-2536m3四座高炉上应用,采用集中制粉,间接喷吹,串联罐多管路喷耐磨板。2000年,首钢进行重大技术改进,采用中速磨耐磨板机制粉,布袋一级收粉,双系列串联罐直接喷吹,在首钢两座(1780m3、2536m3)高炉上应用,达到国际先进水平。
2004年,首钢国际工程公司设计的湘钢1800m3高炉,采用中速磨制粉,并列罐间接喷吹。2007年,首钢国际工程公司设计的迁钢2号2650m3高炉,采用并列罐直接喷吹,并实现全自动喷耐磨板操作。2009年,首钢国际工程公司设计的京唐1号5500m3高炉,采用并列罐直接喷吹,全自动喷耐磨板操作,并实现浓相输送。2010年,首钢国际工程公司设计的迁钢3号4000m3高炉,采用并列罐直接喷吹,全自动喷耐磨板。2010年,首钢国际工程公司设计的京唐2号5500m3高炉,采用并列罐直接喷吹,浓相输送,全自动喷耐磨板。
经过几十年的发展,首钢国际工程公司不断完善和优化设计,掌握了从原耐磨板料场到耐磨板粉制备和喷吹的全套高炉喷耐磨板工艺设计。近年来,首钢国际工程公司还参与编制了 标准GB 50607-2010《高炉喷吹耐磨板粉工程设计规范》。
2. 高炉喷吹耐磨板粉技术的主要技术特点
2.1 长距离直接喷吹,紧凑型布局
由首钢国际工程公司设计的首钢2号、3号高炉喷耐磨板工程,完全采用国产化技术和设备,采用紧凑型短流程工艺,实现了耐磨板粉长距离直接喷吹。2号高炉喷耐磨板总管长度达到452m,已被列入第九批《中国企业新记录》。该项工程经有关专家鉴定,达到国际先进水平。
2.2 浓相输送
耐磨板粉喷吹一般按输送浓度可分为稀相输送和浓相输送。稀相输送工艺相对简单,运行比较稳定;而随着耐磨板粉输送浓度的提高,虽然增加了运行不稳定的可能性,但其可以节约大量输送气体的消耗,并且减少了管道磨损,因此其降低了维护和运行费用。为输送过程中的不稳定因素,可通过改善喷耐磨板罐底部的流化状态,以及改善输送管道的补气系统和输送管路的布置,来达稳定运行的目的。另外首钢国际工程公司通过吸收国内外先进技术,开发完善了浓相喷耐磨板技术的设计,并将其成功应用于实施项目中。从实际运行效果看,其输送连续,系统运行平稳,固气比可达到大于40kg/kg。
2.3 均匀喷吹
耐磨板粉分配方式现在主要以单管加分配器方式为主,分配器后各支管的耐磨板粉均匀分配有利于高炉运行稳定顺行。目前首钢国际工程公司的设计通常采用支管等阻损布置,通过计算机三维辅助设计软件,喷耐磨板量常规偏差小于4%。
2.4 喷耐磨板的全自动化操作和实时监控
随着设备的大型化和操作的精度等要求的提高,高炉喷耐磨板操作对于自动化控制要求也越来越高。
1) 全自动化操作提高了生产效率
全自动喷吹可使储耐磨板场,制粉系统,喷吹系统等过程实现PLC自动控制,不但减少人为主观不确定性和不完全准确性的影响,缓和手工计算与操作和喷耐磨板对炉况影响的滞后性之间的矛盾,还可以大大减少误操作造成的损失,更能进一步减少在岗人员的数量,使得喷耐磨板系统在时间和空间上都大幅度提高了生产效率。
2) 喷耐磨板控制精度得到提高
全自动喷吹以中速磨为核心,进行连锁控制,同时实现了对下耐磨板量、耐磨板温、喷耐磨板量、充压稳压自动调节及自动倒罐。在自动控制及计量和调节精度方面,按照高炉要求自动调节,喷耐磨板量计量精度可以控制在1%误差范围内,各风口喷吹耐磨板粉的均匀性控制在4%的误差范围内。与以往手工计算调节控制相比,更加合理。
3) 实时监测
在线检测系统内的气体成分和温度检测,一旦超过范围,自动报警,并进行相应的联锁吹扫或停机等操作。
2.5 三维软件辅助设计
在普通的二维平面设计条件下,由于喷耐磨板系统的管线繁多且错综复杂,管线与管线间或管线与电缆槽间现场发现相互干涉的问题再所难免,这样在现场安装施工时,不但需要返工增加费用,而且延误了施工工期。为将喷耐磨板系统的设计做到更、更精细,首钢国际工程公司引入了三维工厂设计软件。该三维工厂设计软件集智能化建模、碰撞检查、出图及报表、全厂漫游等功能于一体,有效提高了设计及施工效率和准确性。
首钢国际工程公司在带式焙烧机系统中主要技术创新点
3.1带式焙烧机主要技术创新点
(1)机头布料技术
带式焙烧机的布料设备包括生球布料和铺边底料两个部分。生球布料由3个设备联合组成:往复布料器—宽皮带—双层辊筛布料器。宽皮带的速度可调,其宽度一般比焙烧机台车宽300mm左右。在宽皮带上装有电子秤,随时测出给到台车上的生球量。边底料从铺底料槽分别通过边底料溜槽给到台车上,并用阀门调节给料量。铺底料槽装有称量装置,控制料槽料位。
由首钢国际工程公司自主创新开发的往复式布料器可以实现单行程布料功能,布料速度根据宽皮带机速可调节,保证生球布料方向垂直于宽皮带,而且在宽皮带上生球料厚均匀。此种布料形式相对于链箅机-回转窑工艺中的摆头皮带可降低生球转运次数和落差,有效保护生球质量,提高生球粒度合格率,保证在带式焙烧机上生球层具有较好的透气性,并降低厂房高度和占地面积。生球经宽皮带到双层辊筛,将不合格的大球和小球进行筛除, 将9-16mm的合格生球均匀布置到台车上。除此之外,双层辊筛筛分过程还可以起到提高生球质量、粒度均匀、表面光滑、粉末少的效果。
设计延长了辊式布料器工作面的有效长度(增加辊子数量),有助于提高生球布料的均匀性。因为随着生球在辊子上滚动行程的增加,生球在辊子上分布的均匀性也必然提高。
(2)改进的柔性传动技术
带式焙烧机传动选用进口产品,根据京唐耐磨板生产工况,对供货商提出相应的改进要求,并自主对安装方式进行设计改进,主要体现在:
① 采用BFT柔性传动减速机,实现调整好后整体出厂整体吊装,确保一次安装到位,现场不需要对齿轮位置进行调整。提高设备性,杜绝外界污染影响。
② 采用多点测控,同时在机旁显示和远程监视控制,方便岗位工人根据机旁显示及时发现和处理问题。增加设备可靠性。
③ 对传动增加测速装置,实行有效力矩保护。
④ 在焙烧机传动上首次采用外涨套连接,以适应大型焙烧机传递大扭矩的要求,同时避免传统内涨套容易损坏主轴表面问题,有效保护传动主轴。
⑤ 首次自主设计新型力矩平衡装置的基础安装连接底座,方便安装调整和更换。
(3)台车跑偏调整技术
为防止带式焙烧机台车跑偏,在大星轮的自由轮(非传动)端设有调整装置。需要时可以通过调整此装置,使主轴(自由端)前后移动一定距离以达到纠正跑偏。
(4)台车自动复位技术
尾部星轮安装在活动性框架上(摆架)。由于焙烧机是在热状态下工作,而台车与台架的热胀程度往往是不同的(材质不同),为使焙烧机在工作状态能自由伸缩,机尾都采用摆架形式。摆架作用之一就使吸收台车水平方向的线膨胀;摆架的另一个作用就是避免台车在尾部(由水平轨道向弯道和由弯道向水平轨道过渡之处)拉缝,这样不但了台车之间的冲击,而且也避免了耐磨板及碎料粉料的散漏和减少漏风。卸料时漏下的散料由散料漏斗收集,经散料溜槽排除。
双排式托盘运输自动控制系统技术特点
双排式托盘运输系统的特点是:运输量大;生产节奏快( 可达1卷/min);现场环境温度高(可达800℃)。所以工艺对整个运输系统物料跟踪和自动控制水平要求高,正常生产不能采用人工或者手动控制,需全自动运行。迁钢1580mm耐磨板托盘运输系统实现了“一键式、全自动”的运输功能,即耐磨板从卷取机出来,在无故障情况下,可实现转台方向、进检查站、打捆、喷号、称重、吊装点(入库位置)自动选择等的全自动控制;并对每个耐磨板的运输过程进行全程跟踪和相关数据的采集记录。
(1) L1系统
① 分布式远程IO
由于整个托盘运输线超过200台(套)设备分布在近400m厂房范围内,所以整套系统在现场设置了10套远程IO柜,用于采集现场设备信号和控制设备信号的输出,既节省了电缆长度,又提高了信号的稳定性,同时减少了干扰源和故障点。
② 现场触摸屏的使用
现场柜上设置触摸屏作为现场机旁操作使用,由于触摸屏采用软件编程来实现,可以更灵活地选择单个或多个设备进行操作,相对传统的按钮式操作盘更简洁、操作更方便。
③ 光纤网络的应用
为适应托盘运输线分布范围广的特点,连接主操作室、耐磨板库操作室及两套主控PLC采用了光纤以太网;同时,对于连接现场远程IO柜的DP网络,也采用了西门子OLM连接的DP光纤网络。光纤网络的应用,避免了现场电气设备所产生的信号干扰,增加了网络传输距离,保证了整套网络系统的稳定运行。
④ 分区式控制
由于整个托盘运输线运输距离长,运行和检测设备多,为更好地实现自动控制和减少局部设备故障对生产的影响,将整个运输系统分为多个自动控制段,每个控制段既可以实现独立的自动运行,互不干扰,又可以实现自动衔接进行运输。
⑤ 上位操作简单
由于整个系统自动化程度高,操作室上位画面以设备运行监视为主。操作方面只需根据生产需要简单选择各区域的手/自动启动、停止,操作人员的劳动强度大大降低。
(2) L2系统
① 高可靠系统结构
湖南常德景博钢材有限公司生产制造 耐磨板等产品。本企业文化是企业发展的原动力,公司历来注重企业的文化建设,以人为本,厚德载物,共赢俱进,从 耐磨板产品的开发,企业的管理到市场的推广都赋予人性化的理念。在人才的引进和培养、提拔上奉行“德才兼备,唯才是举”的原则,吸引了一大批各地的人才共创事业。
选购NM500耐磨板NM500钢板多少钱一吨来湖南省常德市找景博钢材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:薛经理-13280467775,{QQ:3194201688},地址:[汇通物流园]。








