


以下是:377*10Q345B输送管切割的产品参数377*10Q345B输送管切割,兴彪金属材料有限公司为您提供377*10Q345B输送管切割产品案例,联系人:李经理,电话:13336251700、15865799006,QQ:1131081216,发货地:山东汇通国际金属物流园发货到浙江省 嘉兴市 南湖区、秀洲区、嘉善县、海盐县、海宁市、平湖市、桐乡市。 浙江省,嘉兴市 嘉兴市,浙江省辖地级市,长三角重要中心城市、上海大都市圈重要城市、杭州都市圈副中心城市,位于浙江省东北部、长江三角洲杭嘉湖平原腹地,介于东经120°18′~121°16′,北纬30°21′~31°02′之间,东接上海、北临苏州、西邻杭州,与宁波、绍兴隔江相望;东临大海,南濒杭州湾钱塘江,京杭大运河夹城而过,扼太湖南走廊之咽喉,处江河湖海交会之位;陆地面积3915平方千米,海域4650平方千米。截至2023年6月,嘉兴市辖2个市辖区、3个县级市、2个县;常住人口555.10万人。
我们为您呈现了一部精彩绝伦的377*10Q345B输送管切割产品视频,让您感受产品的独特之处。
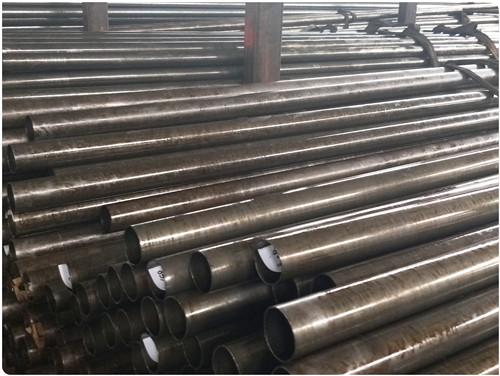
以下是:377*10Q345B输送管切割的图文介绍
车装配了v6或v8型发动机。
单缸发动机的曲轴每转两周才能产生一次燃烧做功,这样它的声音听起来也不连续顺畅,听一听小排量摩托车的声音就知道了。为不能让人接受的是它的运转极不平稳,转速波动较大,而且单缸发动机的外形也不适合装在汽车上。为此,汽车上已见不到单缸发动机上,两缸机也不好找了,少是动机。国内生产的华利面包车、老款夏利车、吉利豪情和奥拓、福莱尔上,装的都是3缸机。
1升以下的微型车上多用3缸机,1升至2升的发动机一般采用4缸或5缸机。2升以上的发动机大多为6缸,4升以上的发动机使用8缸的占绝大多数。
在相同排量的情况下,增加气缸数可以提高发动机的转速,从而可以提高发动机的输出功率。另外,增加气缸数可以使发动机运转更平稳,使其输出扭矩和输出功率更加稳定。增加气缸数可以使气车更容易起动,加速响应性更好。为了提高气车的性能,必须增加气缸数。因此,豪华轿车、跑车、赛车等高性能气车的气缸数都在6缸以上,多者已达到16缸。
但是,气缸数的增加不能无限制。因为随着气缸数的增加,发动机的零部件数也成比例地增加,从而使发动机结构复杂,降低发动机的可靠性,增加发动机重量,提高制造成本和使用费用,增加燃料消耗,并使发动机的体积变大。因此,气车发动机的气缸数都是根据发动机的用途和性能要求,在权衡各种利弊之后做出的合适选择。
直列发动机(line engine),它的所有气缸均肩并肩排成一个平面,它的缸体和曲轴结构简单,而且使用一个气缸盖,制造成本较低,稳定性高,低速扭矩特性好,燃料消耗少,尺寸紧凑,应用比较广泛。其缺点是功率较低。“直列”可用l代表,后面加上气缸数就是发动机代号,现代汽车上主要有l3、l4、l5、l6型发动机。
在公司发展壮大的8年里,浙江嘉兴兴彪金属材料有限公司始终为客户提供好的产品和技术支持、健全的售后服务,我公司主要经营 锅炉管。我们有好的 锅炉管产品和专业的销售和技术团队,目前团队人数有30人,如果您对我公司的产品服务有兴趣,期待您在线留言或者来电咨询.
常见故障:问题
汽缸是铸造而成的,汽缸出厂后都要经过时效处理,使汽缸在住铸造过程中所产生的内应力完全。如果时效时间短,那么加工好的汽缸在以后的运行中还会变形。
汽缸在运行时受力的情况很复杂,除了受汽缸内外气体的压力差和装在其中的各零部件的重量等静载荷外,还要承受蒸汽流出静叶时对静止部分的反作用力,以及各种连接管道冷热状态下对汽缸的作用力,在这些力的相互作用下,汽缸易发生塑性变形造成泄漏。
汽缸的负荷增减过快,特别是快速的启动、停机和工况变化时温度变化大、暖缸的方式不正确、停机检修时打开保温层过早等,在汽缸中和法兰上产生很大的热应力和热变形。
汽缸在机械加工的过程中或经过补焊后产生了应力,但没有对汽缸进行回火处理加以,致使汽缸存在较大的残余应力,在运行中产生 的变形。
在安装或检修的过程中,由于检修工艺和检修技术的原因,使内缸、汽缸隔板、隔板套及汽封套的膨胀间隙不合适,或是挂耳压板的膨胀间隙不合适,运行后产生巨大的膨胀力使汽缸变形。
使用的汽缸密封剂质量不好、杂质过多或是型号不对;汽缸密封剂内若有坚硬的杂质颗粒就会使密封面难以紧密的结合。
汽缸螺栓的紧力不足或是螺栓的材质不合格。汽缸结合面的严密性主要靠螺栓的紧力来实现的。机组的起停或是增减负荷时产生的热应力和高温会造成螺栓的应力松弛,如果应力不足,螺栓的预紧力就会逐渐减小。如果汽缸的螺栓材质不好,螺栓在长时间的运行当中,在热应力和汽缸膨胀力的作用下被拉长,发生塑性变形或断裂,紧力就会不足,使汽缸发生泄漏的现象。
汽缸螺栓紧固的顺序不正确。一般的汽缸螺栓在紧固时是从中间向两边同时紧固,也就是从垂弧 处或是受力变形 的地方紧固,这样就会把变形 的处的间隙向汽缸前后的自由端转移, 间隙渐渐消失。如果是从两边向中间紧,间隙就会集中于中部,汽缸结合面形成弓型间隙,引起蒸汽泄漏。
分体式半轴套管将半轴套管根据结构要素划分为半轴套管体和法兰盘两个元件,均采用回转加工成形,经机械加工后再将两者压装,焊接成整体结构。
整体式桥壳具有较大的强度和刚度,且便于主减速器的装配、调整和维修,因此普遍应用于各类汽车上。
整体式桥壳的中部是一个环形空心梁,用球墨铸铁铸成。两端压入钢制的半轴套管,并用止动螺钉限定位置;半轴套管外端用以安装轮毂轴承,凸缘盘用来固定制动底板。
整体式桥壳因制造方法不同又有多种形式,常见的有整体铸造、中段铸造两端压入钢管、钢板冲压焊接、钢管扩张成形等形式。整体铸造式桥壳为增加强度和刚度,两端压入无缝钢管制成的半轴套管。半轴套管压入后桥壳中。桥壳上有通气塞,保证高温下的通气,保持润滑油品质和使用周期。这种整体铸造桥壳刚度大、强度高、易铸成等强度梁形状;但因质量大,铸造质量不易保证,故适用于中重型汽车,更多是用于重型汽车上。
中段铸造两端压入钢管式桥壳质量较轻,工艺简单且便于变形,但刚度较差,适用于批量生产。
钢板冲压焊接式桥壳具有质量小、制造工艺简单、材料利用率高、抗冲击性能好以及成本低等优点,并适用于大量生产,其半轴套管与桥壳主件焊接在一起。
分段式桥壳中半轴套管的装配:分段式驱动桥壳一般分为两段,用螺栓将两端连成一体。它由主减速器壳、盖和两个半轴套管及凸缘等组成。分段式驱动桥壳比整体式驱动桥壳易于铸造,加工简便,但维修保养不便。对于分段式驱动桥壳,当拆检主减速器时,必须把整个驱动桥从汽车上拆卸下来,故目前已很少采用。
选购377*10Q345B输送管切割来浙江省嘉兴市找兴彪金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-15865799006,{QQ:1131081216},地址:[山东汇通国际金属物流园]。










