

以下是:冷拉六角管八角管加工定做的产品参数冷拉六角管八角管加工定做,中胜钢铁有限公司为您提供冷拉六角管八角管加工定做产品案例,联系人:张经理,电话:0635-8300606、13406356576,QQ:1165306330,发货地:经济开发区汇通物流园发货到上海市 黄浦区、徐汇区、长宁区、静安区、普陀区、闸北区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区。 上海市 上海市位于中国华东地区,地处太平洋西岸,亚洲大陆东沿,是长江三角洲冲积平原的一部分,介于东经120°52′-122°12′,北纬30°40′-31°53′之间;上海市平均海拔高度2.19米,大金山岛为上海点,海拔高度103.7米,属亚热带季风气候,河网主要有流经市区的主干道黄浦江及其支流苏州河、川杨河、淀浦河等。
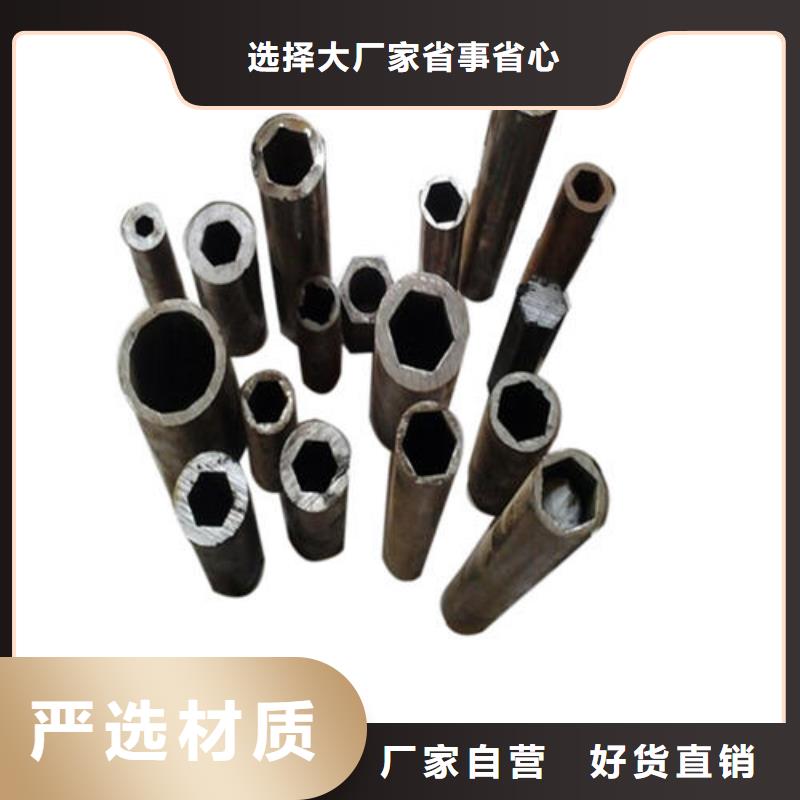
想一睹冷拉六角管八角管加工定做产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受冷拉六角管八角管加工定做产品的独特之处!以下是:冷拉六角管八角管加工定做的图文介绍
上海中胜钢铁有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 钢管产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 钢管产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 钢管渠道,满足客户需求,公司真诚邀请国内各区域用户合作。
可能很多人都不知道,扇形管内也会出现疤痕,那么,这些疤痕是什么?这些疤痕就是一个个像黄豆粒大小不一的坑坑洼洼的小坑,里面会出现灰褐色或灰黑色的异物,那么,我们应该如何来有效的控制扇形管中的疤痕?下面来说八种可以有效控制扇形管疤痕的方法。除氧化物剂粉末粒度一般要求在16目左右。根据扇形管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的管材喷吹得除氧化物剂量是不同的。吹扫时间应根据管材直接、长度进行调节,以管材内没有悬浮的金属氧化物再被吹出为标准。芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取一次水冷却的办法。除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在扇形管内腔中充分燃烧。严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。喷嘴高度应根据扇形管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在管材内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。喷吹压力应与管材直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从扇形管内吹走。
现如今,六角钢管已经成为了家庭中,设备中非常常见的一款管道,那么,在焊接六角钢管之前,需要注意哪些问题?检查水、电、气是否接通,并按要求全部连接好,不能松动。水、电、气都是六角钢管焊接过程中的危险因素,所以在焊前一定要检查好。使用相关工具清洁母材表面,即用刷子或砂纸彻底母材表面水、油、氧化物等杂质,以保证焊接质量。要注意六角钢管焊接工作场所的清理,不能有易燃、易爆物,采取避风措施等。认真检查焊机的接线是否符合要求,电线质量问题是容易引发事故的因素,所以一定不能掉以轻心。对六角钢管母材进行焊前检查,因为这直接关系着焊接效果,所以是很在必要的。重要焊接结构要采用化学清洗法进行清洁。可简单地采用丙酮或烧碱硫酸等清洗其表面的水、油、高熔点氧化膜、氧化物等污染物。
在上海市采买冷拉六角管八角管加工定做到中胜钢铁有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13406356576,QQ:1165306330,地址:《经济开发区汇通物流园》。









