





自鑫海达金属制品有限公司创建以来,就确定了自己的经营方阵,以成熟可靠的技术,诚实严谨的态度,丰富精湛的工程经验,向客户提供优质、性价比高的 河北桥梁护栏产品与服务,帮客户增长效益、价值。本着“以人为本,以质取胜”的服务理念,积j i借鉴并急用当今国内外成果,不断吸收有能力工程技术人员,凭借“待人实在、工作实干、讲求实绩”的工作作风,公司 河北桥梁护栏产品及服务得到社会广泛好评,公司品牌形象也不也不断。


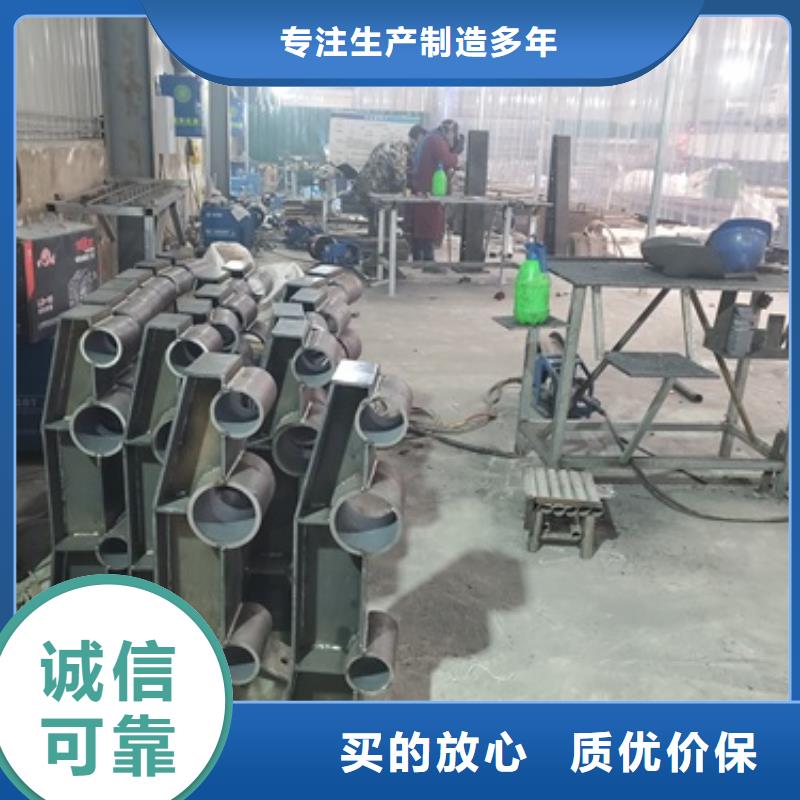
不锈钢复合管桥梁护栏在切割的过程中注意的问题有哪些呢?
1、等离子切割 自动等离子切割机,速度快,但内壁附有大量熔融冷却后的金属残渣,清理起来很麻烦。等离子大多数切割都要发热,所以管子端口肯定变色,参数调整比较困难,使用不当容易造成恶劣的切口质量,现在已经很少用户用等离子切割机来切割薄壁不锈钢管。
2、自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内 壁略收口。加上特殊工装,收口现象能极大改观,设备造价低,适合中小企业合适的选择。 切割壁厚0.3毫米的不锈钢管,在将要切断的瞬间,会产生撕裂现象,管口会严重变形,切割大口径的薄壁不锈钢管时需要加上特殊装置,才能做到切割不变形,对操作人员的技术要求高。
3、仪表车床针对切割非常薄壁的不锈钢管(壁厚0.2~0.6mm,直径范围在32mm以下),使用质优的白钢或锋钢刀具,刀具成本低,但是比较耐用,切面很平整,切割不加水,适合家居产品管件如拖把管、扫把管、蚊帐管的切割,这种方式自动化程度低,劳动强度大。适合切割小直径的圆管。目前经过自动化改仪表切刀切管机的切割效率将会大大提高,操作工人的劳动强度也会降低。
4、另外也有一种类似于类似自动仪表车床,但使刀具旋转并进给,管材不动,解决了超长度钢管旋转带来的不便。可采用两把刀同时加工的切削方式,可以实现一把刀切断,同时另一把刀修正钢管断面,但是这种切割方式同样也只适合小批量切割。
5、锯片切割,目前用来切割薄壁不锈钢管的锯片一般是采用钨钢锯片切割,结合数控设置的自动送料系统,自动化程度高,操作简单,工人劳动强度低,一人可同时操作多台机,切割薄壁不锈钢管时,切割速度快、切口不变形无毛刺、切割精度高、实地测试切割19*0.3*200mm的管件,每10小时的产量可达8000支以上,是一款非常适合大批量薄壁管件切割的切管机。
桥梁护栏在切割的过程中注意的方式和方法就是以上我们采用的这些方式,在进行操作的过程中不断地去改善它的切割的操作,让桥梁护栏的效果更加好,这样的话桥梁护栏的性能和效率才会更加突出!



不锈钢复合管悬挂护栏采用不锈钢/碳钢复合管,通过矫直,定长,端口处理,表面抛光等不同规格的桥梁。不锈钢碳复合管价格自上次以来持续下跌。少数钢厂已开始限制生产和维护。此外,近几天市场对无缝钢管的需求普遍增加,钢材的优惠价格大幅上涨。
不锈钢复合管栏杆不锈钢复合管桥护栏外形美观,清洁环保,,符合绿色住宅的需求和以人为本的理念。外衬不锈钢复合管由涂在碳素结构钢外表面上的不锈钢制成。
该材料具有耐腐蚀性和耐磨性以及优异的外观,以及良好的碳钢弯曲强度和抗冲击性。符合节能和普及原则。不锈钢复合管于2002年根据相应标准gb / t正式颁布。从材料质量选择和检验方面,有一套严格规范的管理。


不锈钢复合管桥梁护栏焊接的时候先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨,铲削,磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接过度层。过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层终用低合金钢焊条填满底层焊缝。根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层约2mm.


