



想知道中低压无缝钢管诚信热销产品为何如此受欢迎?观看视频,答案自在其中。
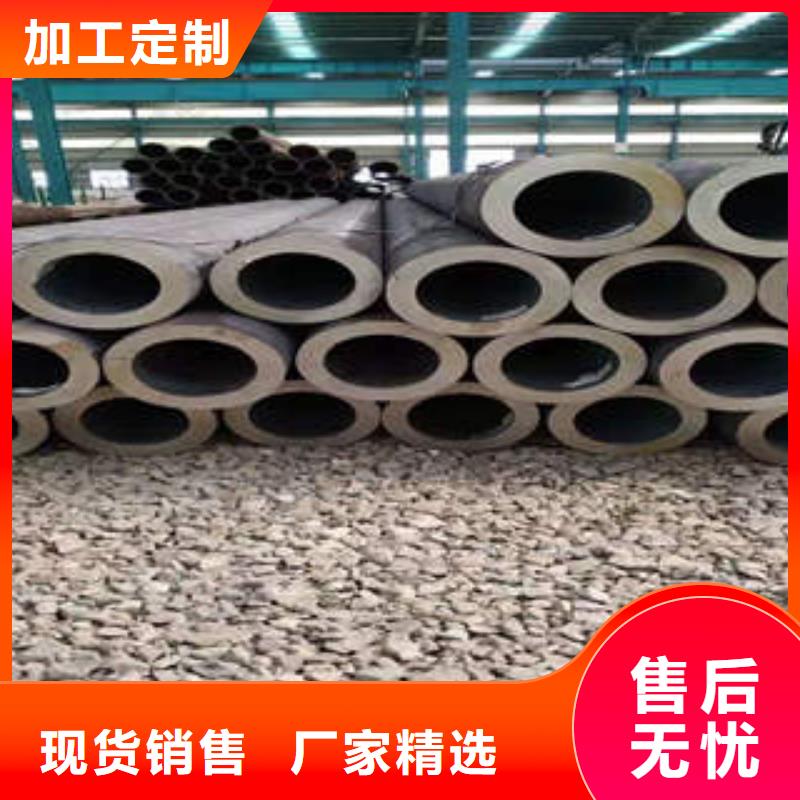
以下是:中低压无缝钢管诚信热销的图文介绍
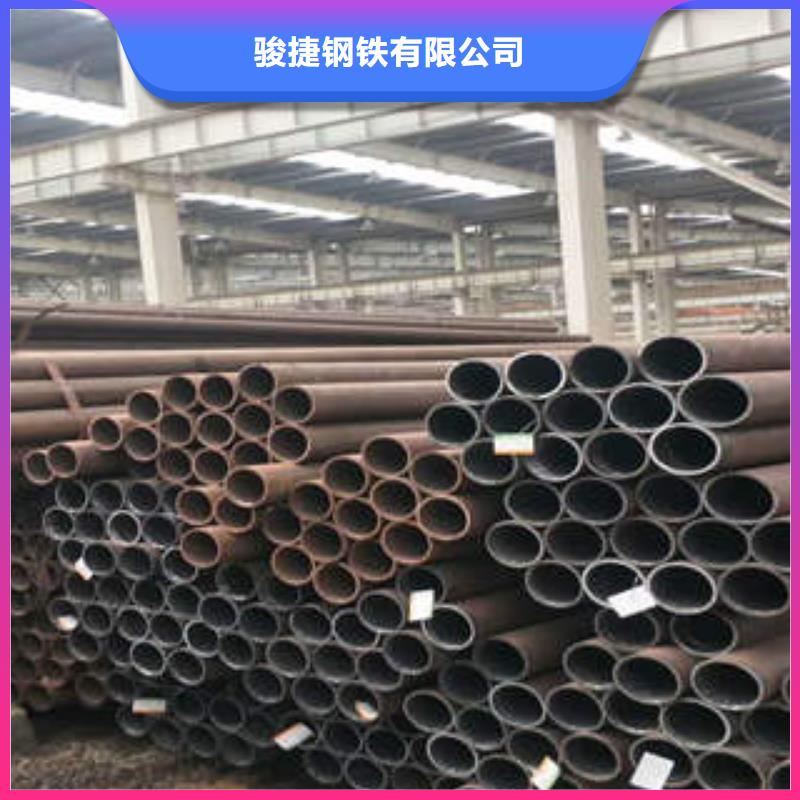
广联钢管有限公司自成立以来,主要致力于 广西螺旋管等产品的生产与加工。公司成产以来,始终以“精心服务、客户至上、锐意进取”的经营理念,坚持“客户至上”的原则为同行提供配套服务。您的需要就是我们的服务,您的满意就是我们的目标,我们坚信,未来你您的支持下,我们的事业会更加辉煌,我们以准备好,以、及时、的服务为客户提供优质的服务。


关于大口径涂塑钢管的外表预处理量量应达到GB/T8923尺度中划定的Sa2?级要供。可根据不同的需要涂敷聚氯乙烯、聚乙烯、环氧树脂等各种不同性能的塑料涂层,附着力好,抗腐蚀性强,可耐强酸、强碱及其它化学腐蚀,、不锈蚀、耐磨、耐冲击、耐渗透性强,管道表面光滑,不粘附任何物质,能降低输送时的阻力,提高流量及输送效率,减少输送压力损失。涂层中无溶剂,无可渗出物质,因而不会污染所输送的介质,从而保证流体的纯洁度和卫生性,在-40℃到+80℃范围可冷热循环交替使用,不老化、不龟裂,因而可以在寒冷地带等苛刻的环境下使用。 锚纹淡度达到50μm―75μm。外表预处理功的钢管应在6h内进行涂塑,超功6h后应从新进行处理。大口径无缝钢管弹性变形大,施工中操作不当易使大口径钢管产生较大竖向变形以至失稳,严重影响使用功能.钢管作为无缝钢管钢铁产品的重要组成部分,在国民经济发展中发挥着重大作用。目前全世界钢管行业发展的总趋势是:焊接钢管产量增长速度要快于无缝钢管的增长速度;焊接钢管产量在比例上要远远大于无缝钢管;在各个领域争夺无缝管的市场;热镀锌管在焊接钢管管型中,ERW焊接钢管在产量上占主导地位,而且在油气长输管线、城市燃气管线的使用领域内向直缝埋弧焊管和螺旋埋弧焊管争夺市场。



碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。 其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。直缝电阻焊钢管与流体输送用无缝钢管相比具有相当的技术优势,例如焊管壁厚较薄,尺寸精度较高,等等。



其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。焊管物理无缝化处理主要有两种方法:焊缝局部处理法和整体加热处理法。由于主要是焊缝热影响区有硬化现象、机械性能低下,所以我们首先应考虑对焊缝热影响区进行局部处理。 焊缝局部常化处理的方法是采用中频感应加热装置将焊缝热影响区加热至约927。9℃,然后空冷至538℃以下,随后水冷。对于直径较小的钢管,采用管坯整体加热方式处理,然后空冷或在带有可控气氛的冷却室中冷却。以上讲的是高频直缝焊管的无缝化技术。至于大口径直缝埋弧焊管其用途上要是作为输送管,在无缝化方面的要求就有所区别,在焊缝上由焊接工艺控制余高,再用扩径方法(机械扩径或水压扩径)来应力。无缝化钢管无缝化钢管知识解释油专用管、管线管、标准管、机械管、结构管、承压管和不锈钢管等7个方面的各占比例的对照,说明焊管用量在比例上大大超过了无缝管,在前面已谈到美国高压锅炉管都用上了焊管,其焊管发展水平之高就可想而知了。