


80*3不锈钢复合管护栏厂家直销的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:80*3不锈钢复合管护栏厂家直销的图文介绍


201不锈钢复合管和304不锈钢复合管的区别一、 外壁不锈钢的区别:目前市场上存在的常用不锈钢复合管,一般有201不锈钢复合管和304不锈钢复合管两种材质,分别属于200系不锈钢复合管和300系不锈钢复合管。1、内在区别主要体现在合金元素的含量上,201不锈钢复合管的化学式是1Cr17Mn6Ni5,304不锈钢复合管的化学式是06Cr19Ni102、它们之间的主要区别是镍铬元素,304不锈钢复合管是19个铬10个镍,而201是17个铬5个镍。3、201不锈钢复合管含有锰元素,而304没有,从颜色上讲,201不锈钢复合管因为锰元素颜色会比304深暗,304要白亮些,但是这也不肉眼就能分辨的。4、因为镍含量的不同,所以,201不锈钢复合管的耐腐蚀性能远不如304不锈钢复合管;耐酸碱性能也没有304好;因为201的含碳量比304高,因此,201不锈钢复合管比304不锈钢复合管更硬脆,304不锈钢复合管的韧性更好,用坚硬的划刀在201表面划一下一般会有很明显的划痕,304上的划痕就不不明显。 5、因为201不锈钢复合管含有锰元素,长时间在潮湿而且盐分高的空气中会生锈,而304不锈钢复合管不会生锈;但是也有很多人说304不锈钢复合管生锈了,那可能根本不是304,别看材料上印有304的标。二、内壁碳钢的区别:不锈钢复合管,顾名思义就是两种不同材质的管材结合在一起。内层的管材一般也有两种,即有缝焊接钢管,和无缝钢管。



鑫海达不锈钢复合管护栏厂有限公司是一家以 内蒙古呼伦贝尔不锈钢复合管栏杆为主、集设计、生产、施工支持为一体的生产研发公司。
主要产品有 内蒙古呼伦贝尔不锈钢复合管栏杆等,争取为每一位客户提供 内蒙古呼伦贝尔不锈钢复合管栏杆整体解决方案,用心解决掉客户问题。
公司成立至今,我们遵循凡事有交代,件件有着落,事事有回音的“靠谱”原则,为公司的自身品牌形象树立标准。让客户把事情交给我们放心。


不锈钢复合管在四月份的时候需求是不断地进行增加的,在 季度中由于需求不足,很多的厂家是没有盈利的,厂家的经营是受到了很大程度的影响,在各种各样的市场形式错综复杂的情况下有望能够迅速地恢复过来。在四月份的时候是很明显的,无论是成交量还是一些主要的厂家的利润上来说都是有着不同程度上涨的影响的,因此的话对于四月份来说需求增加,很多的厂家在进行补库。据国内提供的新市场报告,在近的一个交易周内,国内不锈钢复合管价格综合指数报收于150.66点,一周上涨2.13%。从近期的交易走势来看,先是黑色系期市持续走强,不锈钢复合管价格也不断上涨,价涨之后市场的成交有所走弱。不过,市场总体的心态良好,局部地区及部分规格的资源有偏紧的迹象,商家挺价意愿较强。据分析,在不锈钢复合管市场上,价格继续上涨。全国主要市场主流规格不锈钢复合管产品的均价为每吨4102元,一周上涨122元。从不锈钢复合管市场库存的数据来看,目前库存继续大幅下降,显示终端需求持续发力。节前的交易日里,终端补库需求释放,成交量总体保持回暖态势。由于从四月份开始,不锈钢复合管逐渐地回转,各种的需求是不断地进行增加,但是价格是不稳定的,希望厂家要关注价格和市场的需求的增加,这样的话才能够抓住市场需求,获得比较好的利润不锈钢复合管是不锈钢产品中的重要的一种类型,同时又是复合管的一种,它是兼具着两种性质的特征,是更加的稳定和实用的一种类型。不锈钢复合管的制作是比较麻烦的,一般是经过很多的步骤才能够获得成功的,其中不锈钢复合管的焊接是为麻烦的一种,在进行操作的时候需要格外注意。那么不锈钢复合管在焊接的时候要注意什么呢?不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。



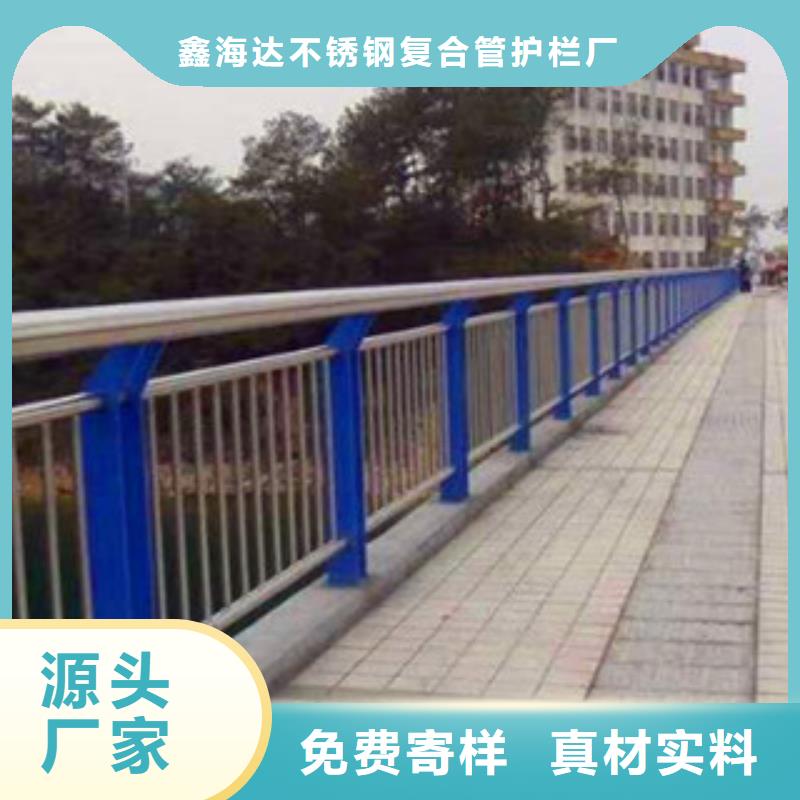
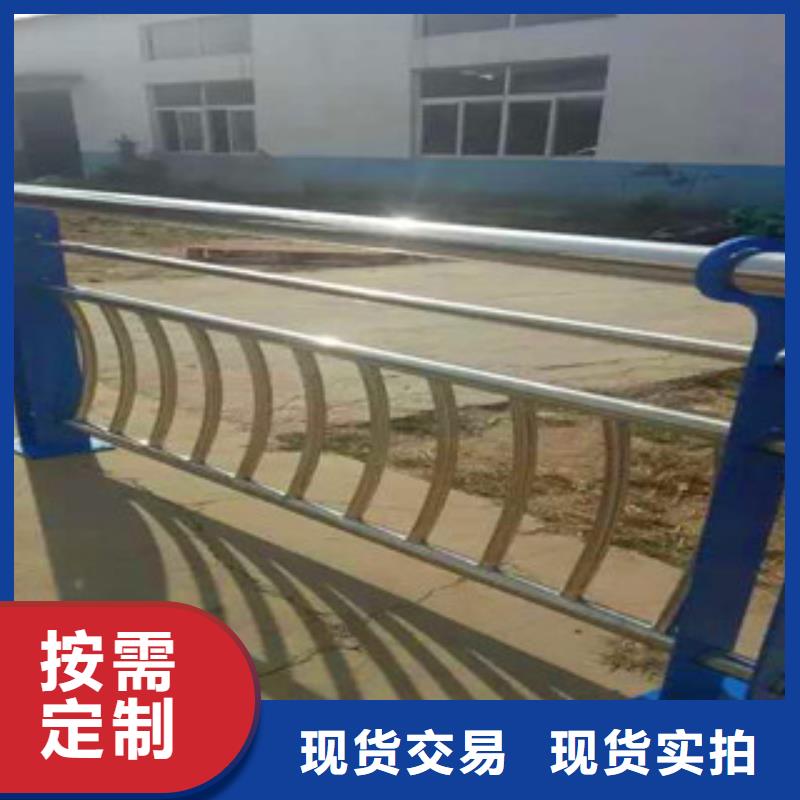
山东鑫海达金属制品有限公司,生产各种规格不锈钢复合管,外层复材采用优质的304不锈钢带和201不锈钢带加工而成,内层采用优质Q235B高频焊管,结构强度高,耐腐蚀能力强,是制作桥梁护栏、人行天桥护栏、高铁站护栏、公交车扶手、地铁扶手、船舶扶手、织布机托辊、绗绣机托辊、印花机托辊、摩托车保险杠、自行车车把、空调热交换管道的优质材料,公司竭诚欢迎各界朋友莅临公司考察指导,洽谈业务,共谋发展。不锈钢复合管栏杆施工方案 一、施工准备1、材料及主要机具: ⑴、不锈钢复合管:面管用Φ80管,其它按设计要求选用,必须有质量证明书。 ⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。 ⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢复合管栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。 ⑶、现场供电应符合焊接用电要求。 ⑷、施工环境已能满足不锈钢复合管栏杆施工的需要:周围无杂物,场地通畅,无漏水漏电隐患二、操作工艺1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
