


想要更直观地了解201不锈钢复合管报价产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:201不锈钢复合管报价的图文介绍
润达不锈钢复合管生产制造厂家有限公司凭借雄厚的 西藏林芝防撞护栏技术实力,精湛的 西藏林芝防撞护栏工艺,过硬的 西藏林芝防撞护栏产品质量,完善的服务体系,成为 西藏林芝防撞护栏行业中深受客户欢迎和信赖的公司。坚信重质量,讲信誉,优服务的经营理念,真诚地与各界朋友携手共进,创造美好未来!


304不锈钢碳素钢复合管不仅显著改善了钢管的表面性能和使用性能,拓宽了其使用领域,还作为节能和绿色环保新材料,代表着 产业发展方向。2001年,该产品被列入国务院下属中国社会调查所特别产品。2002年10月,不锈钢复合管 标准GB/T187042002顺利出台,不锈钢复合管从原材料选用,工艺选择,质量标准,市场应用等诸方面,都有了一套严格的管理规范。不锈钢复合管这一新型绿色环保材料从此步入了良性发展轨道。
304不锈钢碳素钢复合管采用镀锌钢制立柱,立柱表面静电喷涂处理,横管采用不锈钢/碳钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195Q235、SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢管相比,节约了成本,增加了强度。是纯不锈钢管的升级换代产品.真正实现了装饰与负荷的完美结合。
304不锈钢碳素钢复合管采用镀锌钢制立柱,立柱表面静电喷涂处理,横管采用不锈钢/碳钢复合管,是由不锈钢(SUS304)与优质碳素结构钢(Q195Q235、SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢卓越美观的华丽外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢管相比,节约了成本,增加了强度。是纯不锈钢管的升级换代产品.真正实现了装饰与负荷的完美结合。



不锈钢复合管特点:
1 .不生垢、不结瘤、耐腐蚀
2 .可以焊接
3 可以法兰连接
4 .可以沟槽连接
5 .耐高温,可输送热水、沸水、蒸气
6 .低温脆性好,膨胀系数小
7 .能耐弱酸腐蚀
8 .内壁光滑,流体流动阻力小
9 .卫生性能好,可输送净水
10 .外覆层防腐可靠
11 .价格低廉


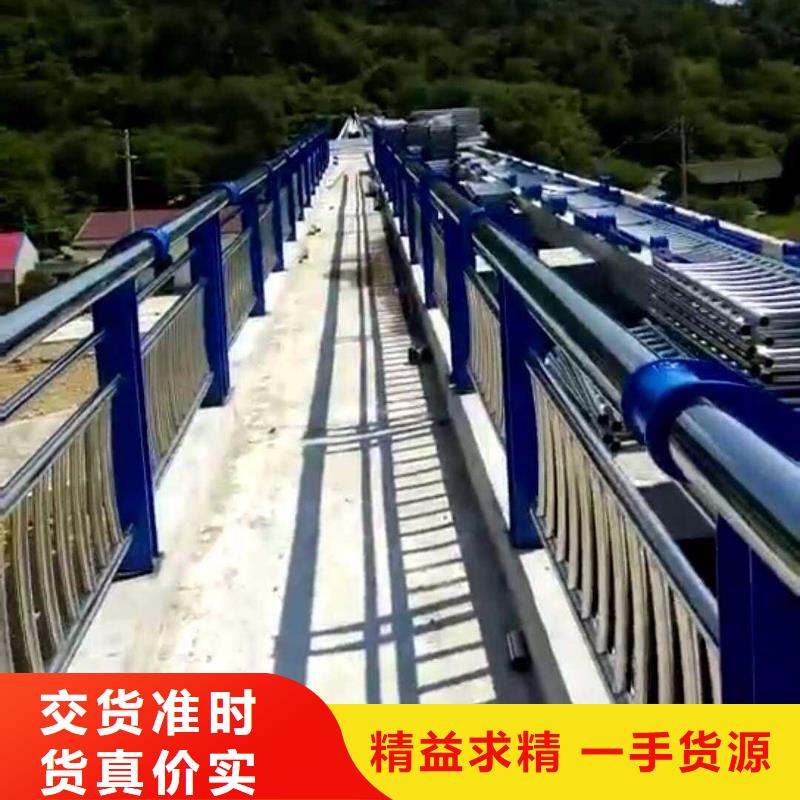
不锈钢复合管与镀锌喷塑护栏钢板立柱配合,做成桥梁/河道护栏、市政建设、城市护栏、道路护栏、人行扶手和各种金属景观护栏,不仅牢固、大方,且可造型各异,给都市一种亮丽风景.
产品名称: 不锈钢复合管 不锈钢碳素钢复合管 201不锈钢复合管 304不锈钢复合管 SUS201不锈钢复合管SUS304不锈钢复合管 201不锈钢碳素钢复合管 304不锈钢碳素钢复合管 SUS201不锈钢碳素钢复合管SUS304不锈钢碳素钢复合管 不锈钢复合管护栏 不锈钢护栏 不锈钢/碳素钢复合管 护栏钢管 护栏不锈钢复合管 不锈钢护栏钢管 护栏钢板立柱 不锈钢立柱 镀锌喷塑钢板立柱 不锈钢复合管钢管 Q235钢板立柱 护栏钢板立柱 外复不锈钢复合管 外复201不锈钢复合管 外复304不锈钢复合管 不锈钢复合管栏杆 201不锈钢复合管护栏304不锈钢复合管护栏 201不锈钢复合管栏杆 304不锈钢复合管栏杆
产品名称: 不锈钢复合管 不锈钢碳素钢复合管 201不锈钢复合管 304不锈钢复合管 SUS201不锈钢复合管SUS304不锈钢复合管 201不锈钢碳素钢复合管 304不锈钢碳素钢复合管 SUS201不锈钢碳素钢复合管SUS304不锈钢碳素钢复合管 不锈钢复合管护栏 不锈钢护栏 不锈钢/碳素钢复合管 护栏钢管 护栏不锈钢复合管 不锈钢护栏钢管 护栏钢板立柱 不锈钢立柱 镀锌喷塑钢板立柱 不锈钢复合管钢管 Q235钢板立柱 护栏钢板立柱 外复不锈钢复合管 外复201不锈钢复合管 外复304不锈钢复合管 不锈钢复合管栏杆 201不锈钢复合管护栏304不锈钢复合管护栏 201不锈钢复合管栏杆 304不锈钢复合管栏杆



聊城润达不锈钢复合管厂研发生产的不锈钢复合管具有以下优点:1.不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB127712000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.41.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.717倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。3.可以焊接3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T131481991“不锈钢复合钢板焊接技术条件”。3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
