



联系我们

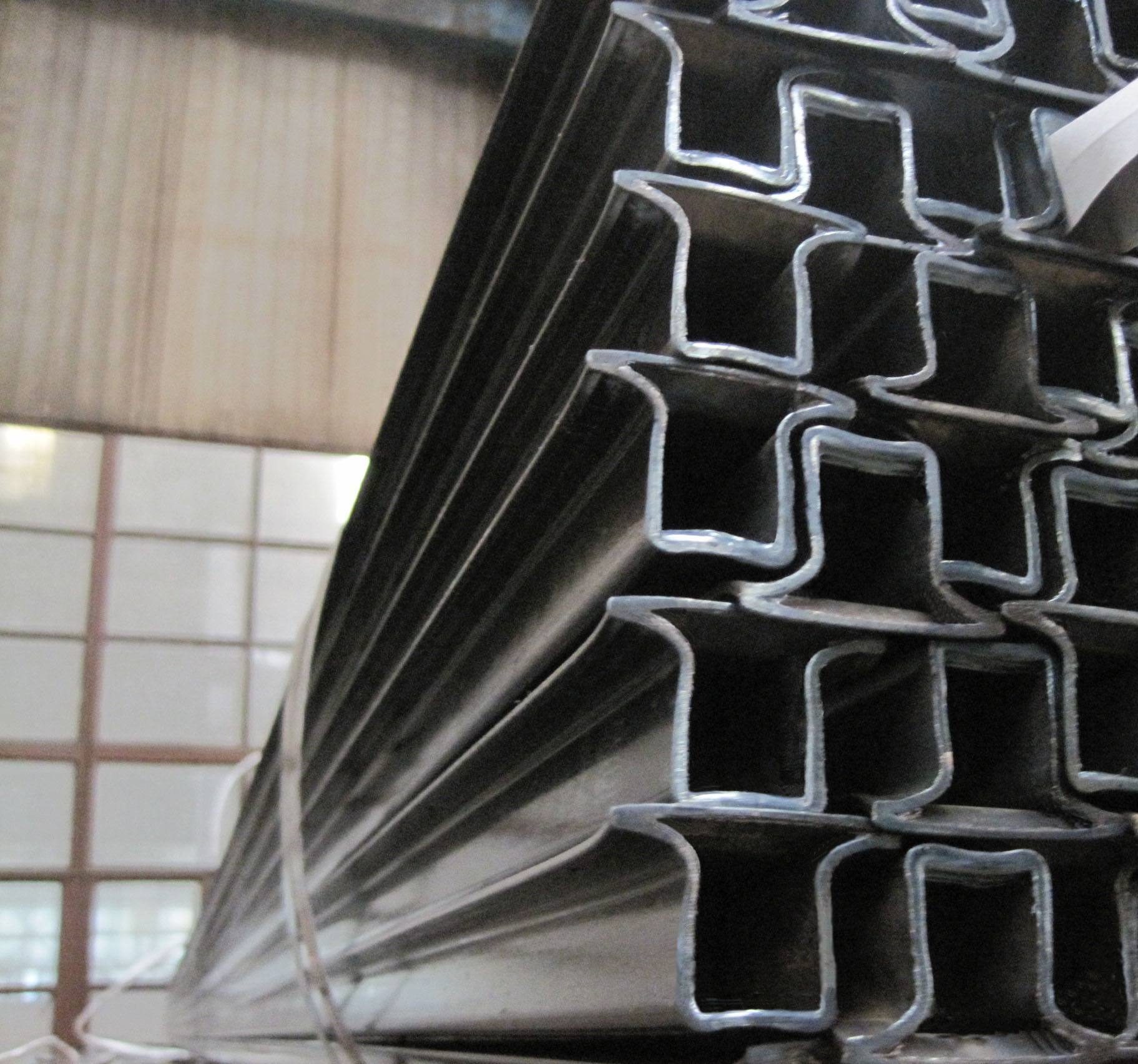
欧边工字钢加工一年365天价格
更新时间:2024-11-15 19:53:44 浏览次数:3 公司名称:天津 天津琪钰钢铁贸易有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 天津 |
| 计重方式 | 过磅 |
| 是否进口 | 否 |


天津琪钰钢铁贸易有限公司实施以人为本的现代化管理体制,注重提高员工的整体素质,目前拥有高工35名,中级职称人员200余人,员工1000余人,以确保生产的专业化, 福建漳州抗震配件产品的高质量.本厂承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。


在冷拉方钢进行冷拔的整个过程中,为了保证终产品的质量,需要对冷拉操作进行良好的控制。首先是针对冷拉应力的控制,对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查, 冷拉率超过了规范规定值,还要再进行机械能实验。 其次是要满足冷拉率测定的控制要求,也就是说,在采用冷拉率来控制冷拉方钢的冷拉操作时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。 第三点是要对不同批次的产品进行合理的冷拉控制,这是因为对于混杂,或是分不清的冷拉方钢在进行冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。 第四是需要对冷拉速度进行良好的控制,也就是说要想使冷拉方钢得到充分变形,就要适当控制冷拉速度,一般以0.5——1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。 是针对于冷拉控制所采用的方法,就目前来说,冷拉方钢冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的钢筋,不可能逐根试验,冷拉质量得不到保证。双控方法可以避免上述问题。



油污是问题中作为常见的:油污是指轧制后铝梢表面带油过多,且带上了除轧制油膜以外的多余的油,在分切制造及成品检查中可见的表面带油,这些油主要是由辊颈处或轧机出口上,下方甩,溅,滴在箱面上以及轧机清辊器出现异常。
1系、3系、5系、6系热轧铝板、超宽超厚铝板、模具合金铝板、汽车、轮船铝板。(可按用户要求切割)
1、 牌号:1050 1060 1100 1145 1200 1235 8011 2A11 2A12 LY12 3003 3004
3105 3A21 5A02 5052 5083 6A02 6061 6063 7075 101
2、 状态:H112 H12 H14 H16 H18 H22 H24 H26 H32 H36 O F R T4 T5 T6 T651 T851
3、 标准:GB/T3190-2008/GB/T3880—2006/GB3618—2006/GB/T4437—2000
三、铝带、铝卷:(厚度:0.15—10;宽度:10—1500):

