

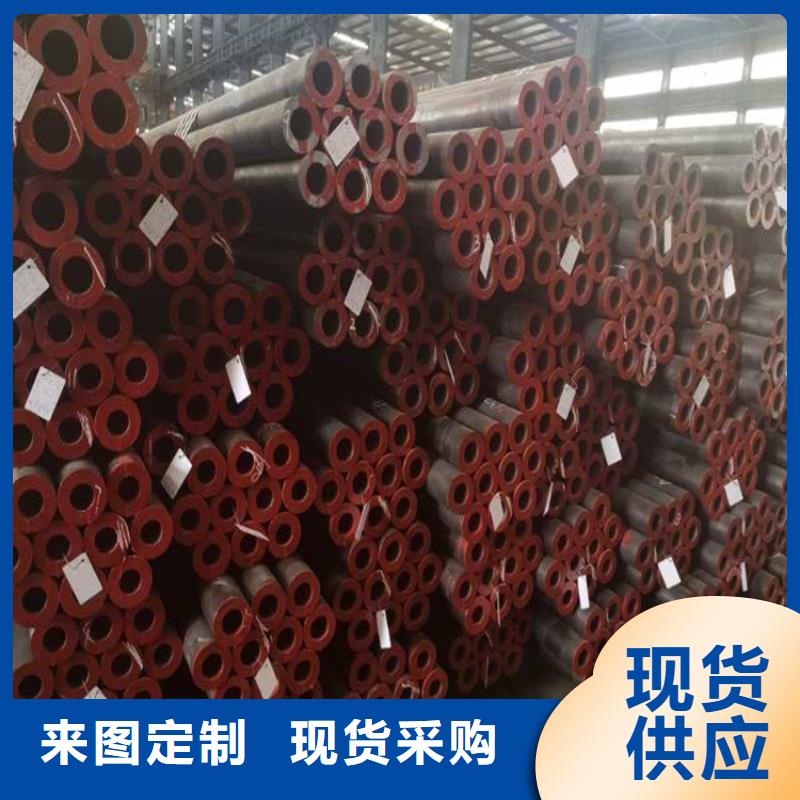
不要错过这部精心制作的方矩管27simn生产加工产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:方矩管27simn生产加工的图文介绍
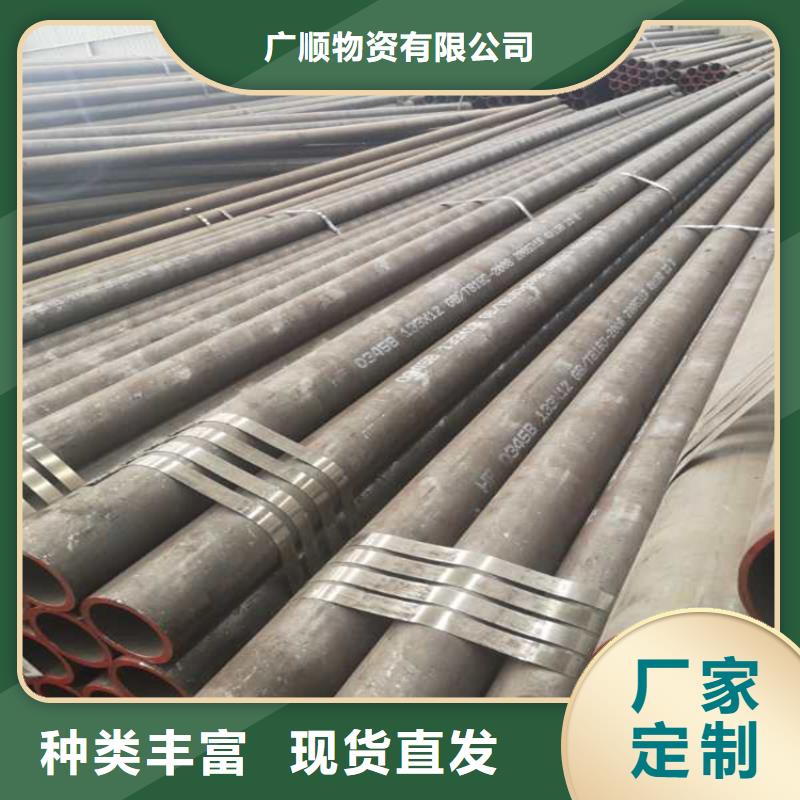
经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,广顺物资 有限公司早已成为 青海西宁汽车半轴管业界里的经营企业之一。 为更好迎合市场发展需要,常年备有大量 青海西宁汽车半轴管现货供应,价格实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!


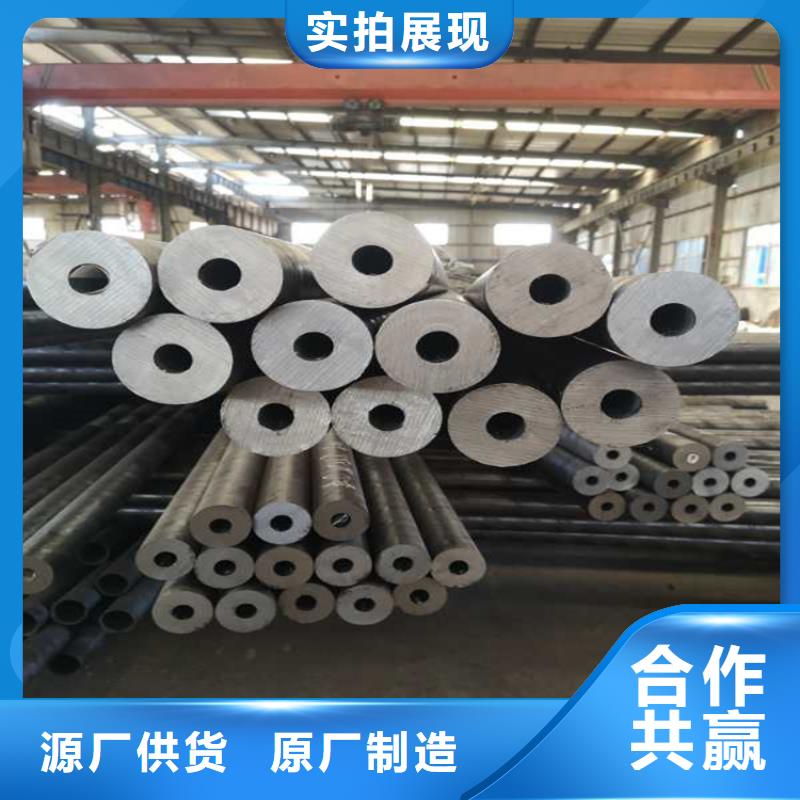
无缝钢管f轧制无缝方管的原料是圆管坯它是用定几何形状的压头在定载荷下压入被测试的金属材料表面,圆管胚要经过切割机的切割加工成长度约为米的坯料,并经传送带送到熔炉内加熱。钢坯被送入熔炉内加熱,温度大约为℃。燃料为氢气或乙炔。炉内温度是关键性的问题.圆管坯出炉|后要经过压力穿孔机进行穿空。般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生産效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被辊斜轧,连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却精轧光亮管什么样的人才算靠谱塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题将被探测出。钢管质检后还要通过严格的!手工挑选。钢管质检后,用油漆喷上编号,规格,生产批号等。并由吊车吊入仓库中。uL无缝方管生产工艺流程材料选取—材料检查—材料入库—挤压成型—退火—矫直—热处理—机械性能检验—化学分析—拉伸试验—检查—切定尺—珩磨—端部加工—成品入库—成品复检—成品出库无缝方管基础生产工艺流程无缝方管在工程建筑,机械制造,钢结构制造,船舶工业,汽车工业,電力设备,公路桥梁建设,化工工業,幕墙结构,石油装备,本章无缝方管就为大家分析无缝方管性能特点。镀锌方管理论重量的计算公式:"(长宽)***管长*厚度*=重量/分支其中,是镀锌



无缝钢管网架与轻钢结构是区别,网架杆件只受拉力或压力。既然只受轴向力,那么具体位置就应该没有关系。对于网架来说:规范里确实要求了一个构件的拼接次数,只允许一次,并且限用于压杆。但不记得有规定拼接位置,在实际工程实例中,我也见过在任意位置拼接的杆件。但个人觉得用于拉杆也没有问题,因为焊缝强度一般都高于母材强度,在拉伸试验中也能证明这一点,断开的位置永远都是母材,而不是焊缝。引用资料原文:《网壳结构技术规程》JGJ61-2003(J258-2003)第6.2.2条对接焊缝可放在受压杆件及压弯杆件。采用对接时,焊缝均应进行无损探伤检验,且每根杆件只允许有一条对接焊缝。对接杆件总数不应超过杆件总数的20%,并不得集中布置。对于轻钢结构来说,引用相关资料如下:在所有的吊车梁标准图中,都有规定“翼缘和腹板的工厂拼接接头不应设在同一截面内,应错开>=200mm,钢结构吊车梁翼缘和腹板拼接位置应设在离支座1/3L~1/4L之间”就是把拼接接头位置设置在弯矩小的位置。



