服务热线:13561270610

更新时间:2024-11-08 21:55:13 浏览次数:1 公司名称:聊城 兰格精密管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 材质 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 规格 | 10-133*1-26 |
| 长度 | 散尺或定尺 |
| 运输 | 陆运、海运 |
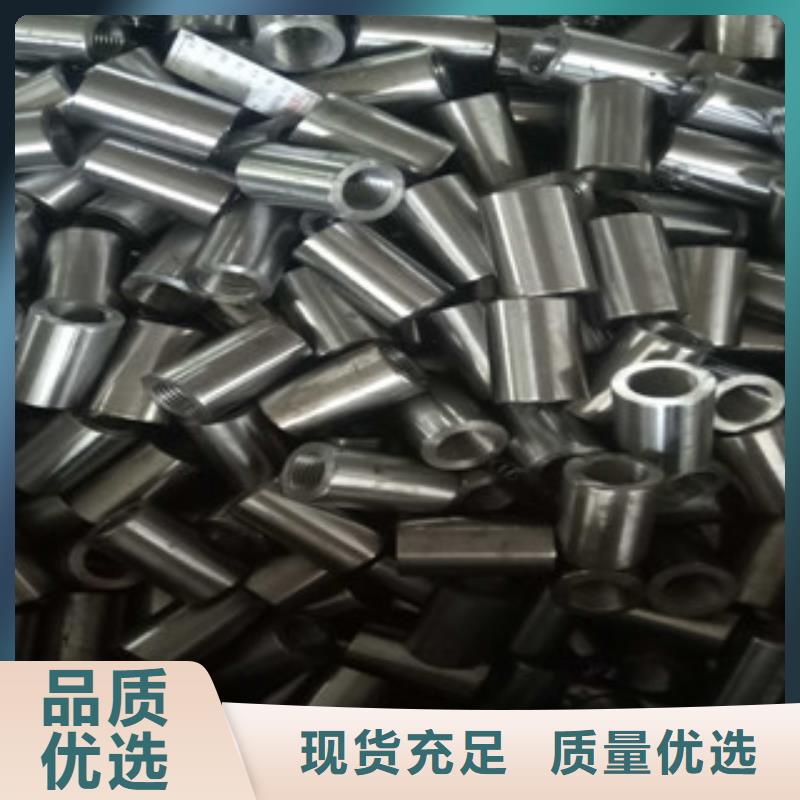






40cr无缝钢管,40cr无缝钢管是40cr的合金管概述:化学成份和力学性能:成分: 硅0.17~0.37%,
锰0.5~0.8,铬0.8~1.1%调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆
帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。因其制造工艺不同,又分为热轧
(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。应用举例1、
可用于拉伸膜及整形模;2、冷挤压冲头,重载冷镦冲头,10-25mm中厚钢板冲孔冲头,直径Φ5-6mm的小
冲头;3、可用于中、小型冲头,小型高寿命冷冲剪工具;4、生铁屑保护摆动会火规范可用于冷挤压成型
磨具;5、粉末冶金压模。每米重量的计算公式:0.02466*壁厚*(外径-壁厚)调质处理规范:淬火温度
850±10℃,油冷;回火温度520±10℃,水、油冷却。



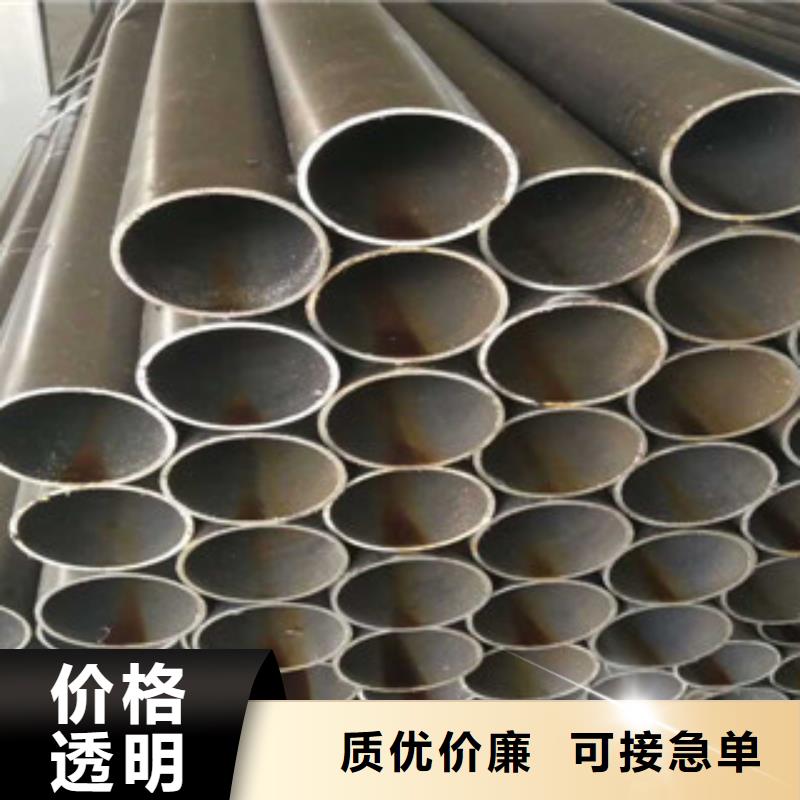
无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。


兰格精密管有限公司是专业从事【河南许昌活塞杆】生产的专业厂家,座落在享有【河南许昌活塞杆】之都-河南许昌工业园区内,交通便利,经济繁荣。本公司自创建以来本着开拓、奋斗、进取的精神,对技术工艺精益求精,现已发展成为具有一定规模的【河南许昌活塞杆】专业制造企业,【河南许昌活塞杆】产品畅销全国各地,赢得广大用户的赞誉.




轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到
熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的
问题·圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产
效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。
挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径
长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后
由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。
钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入
仓库中。




