


简约设计,不简单内涵。观看我们的冷轧无缝钢管价格产品视频,用少的话语传达真实的产品价值。
以下是:冷轧无缝钢管价格的图文介绍

多年来坚持守约、保质、薄利、重义的经营理念,精拉管业有限公司与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于 甘肃酒泉冷拉管客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!


冷拔管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧冷拔管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足冷拔管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧冷拔管焊接,从而获得稳定的冷拔管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。



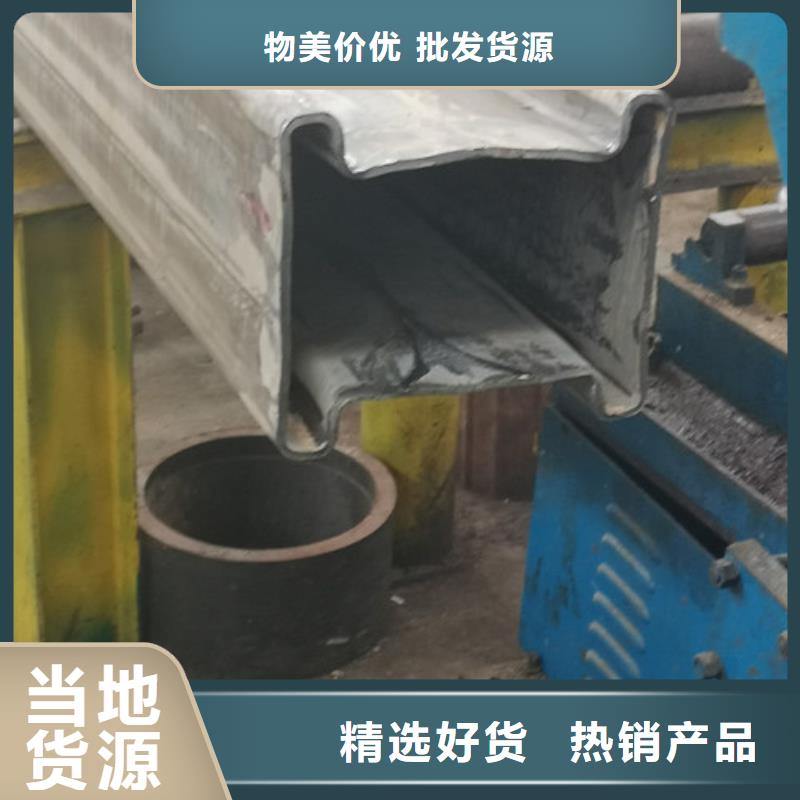
将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。
冷拔管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制冷拔管温度的目的。对于低碳钢,冷拔管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,冷拔管温度亦可通过调节冷拔管速度来实现。


