



对于精密光亮焊管厂家直销产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
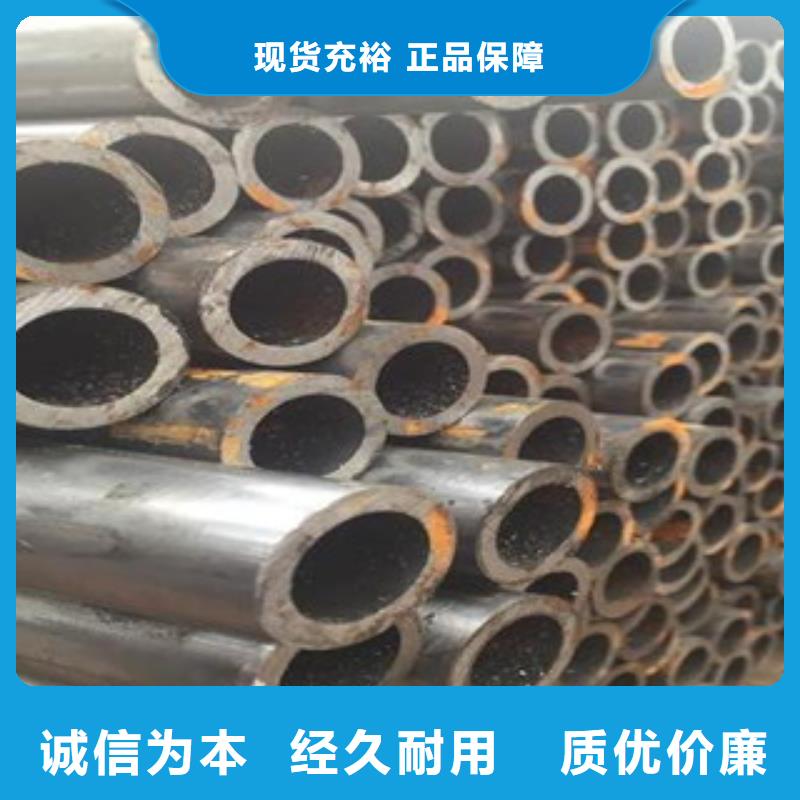
以下是:精密光亮焊管厂家直销的图文介绍
精密钢管在投放市场之前都要进行亲自试验使用,我们精密钢管厂就有专门的试验部门。因为精密钢管的主要市场是建筑称重行业。但是这种行业对精密钢管抗拉强度要求比较高,虽说以前我们精密钢管精密钢管抗拉强度也不错,但是远远没有达到 标准。
那么我们这一年打算如何提高精密钢管抗拉强度呢下面由精密钢管厂家给大家介绍一下。 ,精密钢管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精密钢管抗拉强度、屈服强度或精密钢管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。第二,精密钢管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精密钢管抗拉强度(σb),单位为N/mm2(MPa)。
那么我们这一年打算如何提高精密钢管抗拉强度呢下面由精密钢管厂家给大家介绍一下。 ,精密钢管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB3092的规定。钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精密钢管抗拉强度、屈服强度或精密钢管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。第二,精密钢管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精密钢管抗拉强度(σb),单位为N/mm2(MPa)。



精密钢管的两个边缘加热到精密钢管焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成精密钢管焊接搭缝等缺陷。
精密钢管是一个或一组焊管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管焊缝边缘附近,使精密钢管边缘加热到精密钢管焊接温度。
第三,高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。
精密钢管是一个或一组焊管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管焊缝边缘附近,使精密钢管边缘加热到精密钢管焊接温度。
第三,高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。



科技创新是九晨钢铁制造有限公司永续发展的不竭动力,公司有着一支强大的 陕西延安异型管技术科研团队,公司数个以研究生为主的 陕西延安异型管项目研发团队不断取得技术上的进步。可以期待… 谢谢您,我们的朋友与伙伴,一路走来对公司的支持与鼓励!感恩的心,感谢有您! 将以更多符合社会期待的 陕西延安异型管产品回报客户和社会!


加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数值。要将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间.
第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。


